




%22 fill-rule=%22nonzero%22%3E%3Cpath d=%22M15.754367 31.4866226c-4.2011645.0-8.13699236-1.636243-11.14414171-4.5991696-6.14696705-6.146967-6.14696705-16.0970936.0-22.24406062C7.57315186 1.68046581 11.5532025.0442227846 15.754367.0442227846S23.8913594 1.68046581 26.8985087 4.64339238L21.6359973 9.90590374c-2.2995848-2.2995848-5.7489619-3.09559492-9.0656708-1.85735695C8.28071641 9.99434931 6.37913667 14.5492961 8.05960249 18.9715746c1.45935189 3.2282632 4.46650121 5.129843 7.73898731 5.129843 2.2111392.0 4.2896101-.8844557 5.8816303-2.4322532l5.2625114 5.2625114c-3.0071494 2.9187038-6.9872 4.5549468-11.1883645 4.5549468z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cg id=%22%E7%BC%96%E7%BB%84%22 transform=%22translate(31.099673, 0.663342)%22%3E%3Cpolygon id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22 points=%220 14.5050733 0 30.2041619 7.42942781 30.2041619 7.42942781 7.11986831%22/%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%2300bbb4%22 x=%220%22 y=%22-125688713e-22%22 width=%227.42942781%22 height=%227.11986831%22/%3E%3C/g%3E%3Cpath d=%22M99.6449893 19.0600201C98.1414146 13.6648404 92.525121 12.6919392 87.9701742 11.895929 87.5279463 11.8074835 87.0414957 11.7190379 86.5992679 11.6305923 83.5921185 11.0556961 83.3267818 10.878805 82.884554 10.6134683 82.0885438 10.0827949 82.0885438 9.06567084 82.4423261 8.49077464 83.0614451 7.47365059 84.6976881 6.89875439 86.6434907 6.89875439c4.0242733.0 5.2625113 1.7246886 5.4394025 2.74181264H99.7334349c0-2.43225315-1.4151291-4.95295187-3.75893670000001-6.76608603C94.2498096 1.54779746 91.2426602.0 86.5992679.0 81.4252021.0 78.4622755 1.94580252 76.914478 3.58204555 75.2340122 5.35095693 74.3495565 7.65054173 74.4380021 9.90590374 74.7033388 16.1855391 80.3638552 18.0428961 85.2725843 18.9273518 85.759035 19.0157974 86.2454856 19.1042429 86.7319362 19.1926885 87.9259514 19.4138024 89.4737489 19.6349163 90.7562096 20.0329214 91.5964425 20.2982581 92.4366754 21.0500455 92.0828932 22.2440606c-.2653368.8402329-1.6804659 1.9458026-4.2011646 2.1669165C85.2283615 24.632091 83.1056679 23.9687492 82.1327666 22.8631796 81.4694249 22.1556151 81.3809793 21.2711594 81.3809793 20.8289315H73.9515515C73.9515515 23.5707442 75.1013439 26.0914429 77.135592 27.9930226c2.3880303 2.2111393 5.8816303 3.4051544 9.6847898 3.4051544C87.3510552 31.398177 87.8817286 31.3539543 88.412402 31.3097315 92.8346805 30.9117264 96.3725033 29.142815 98.3183058 26.3567796 99.9545488 24.2783087 100.396777 21.6691644 99.6449893 19.0600201z%22 id=%22%E8%B7%AF%E5%BE%84%22 fill=%22%23001f60%22/%3E%3Cpath d=%22M71.6519667 30.8675036 63.7360882 20.2098125C67.9372528 19.0157974 70.9886249 15.2126379 70.9886249 10.6134683 70.9886249 5.12984301 66.5221237.663341768 61.0384984.663341768H44.8529592V30.8675036H52.282387V20.5635948h3.2282633l7.606319 10.3039088h8.5349974zM52.2381643 7.82743287h8.3581062c1.59202029999999.0 2.874481 1.28246075 2.874481 2.87448103.0 1.5920202-1.2824607 2.874481-2.874481 2.874481H52.2381643V7.82743287z%22 id=%22%E5%BD%A2%E7%8A%B6%22 fill=%22%23001f60%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)







%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-34%22 transform=%22translate(1654.000000, 46.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.01%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23f2f3f7%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22sousuo%22 transform=%22translate(6.000000, 6.000000)%22%3E%3Cmask id=%22mask-3%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-2%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M11.6489827.0271704545c6.433526.0 11.6491213 5.1088636355 11.6491213 11.4108750455.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C20.393341 19.0389886 20.424763 19.0662955 20.4543121 19.0953068l3.24437 3.1817727C24.099711 22.6703523 24.1004046 23.3084659 23.7004509 23.7025227L23.6986821 23.7042614C23.2966127 24.0985568 22.6454913 24.0985568 22.243422 23.7042614l-3.2445434-3.1817728C18.9553873 20.4797386 18.915815 20.433375 18.8807514 20.3838409L18.8809942 20.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C5.21545665 22.8487841.0 17.7400568.0 11.4380455.0 5.13603409 5.21545665.0271704545 11.6489827.0271704545zm0 2.0661136355c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 fill=%22%23424242%22 mask=%22url(%23mask-3)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-8%22 transform=%22translate(1165.000000, 90.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-5%22 transform=%22translate(30.000000, 35.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-6%22 transform=%22translate(413.000000, 3.000000)%22%3E%3Cg id=%22sousuo%22 transform=%22translate(12.000000, 12.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M14.6489827 3.02717045c6.433526.0 11.6491213 5.10886364 11.6491213 11.41087505.0 2.9073068-1.110104 5.5606704-2.9376763 7.5756477C23.393341 22.0389886 23.424763 22.0662955 23.4543121 22.0953068l3.24437 3.1817727C27.099711 25.6703523 27.1004046 26.3084659 26.7004509 26.7025227L26.6986821 26.7042614C26.2966127 27.0985568 25.6454913 27.0985568 25.243422 26.7042614l-3.2445434-3.1817728C21.9553873 23.4797386 21.915815 23.433375 21.8807514 23.3838409L21.8809942 23.3841136c-1.986763 1.5431591-4.4995838 2.4646705-7.2320115 2.4646705C8.21545665 25.8487841 3 20.7400568 3 14.4380455 3 8.13603409 8.21545665 3.02717045 14.6489827 3.02717045zm0 2.06611364c-5.26855495.0-9.53975727 4.18384091-9.53975727 9.34476141.0 5.1609204 4.27120232 9.344625 9.53975727 9.344625 5.2686936.0 9.5397225-4.1837046 9.5397225-9.344625.0-5.1609205-4.2710289-9.34476141-9.5397225-9.34476141z%22 id=%22Fill-1%22 stroke=%22%23f2fbff%22 fill=%22%23f5f5f5%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-19%22 transform=%22translate(515.000000, 180.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23fff%22 opacity=%22.2%22 x=%220%22 y=%220%22 width=%2280%22 height=%2280%22 rx=%2240%22/%3E%3Cg id=%22sousuo%22 opacity=%22.7%22 transform=%22translate(21.000000, 21.000000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M18.4442225.0430198864c10.1864162.0 18.4444422 8.0890340936 18.4444422 18.0672187136.0 4.6032358-1.7576647 8.8043949-4.6513208 11.9947756C32.2894566 30.1450653 32.3392081 30.1883011 32.3859942 30.2342358l5.1369191 5.0378068C38.1578757 35.8947244 38.158974 36.905071 37.5257139 37.5289943L37.5229133 37.5317472C36.8863035 38.1560483 35.8553613 38.1560483 35.2187514 37.5317472l-5.1371936-5.0378069C30.0126965 32.4262528 29.9500405 32.3528437 29.8945231 32.2744148L29.8949075 32.2748466C26.7491994 34.7181818 22.7705665 36.1772415 18.4442225 36.1772415 8.25780636 36.1772415.0 28.0884233.0 18.1102386.0 8.13205398 8.25780636.0430198864 18.4442225.0430198864zm0 3.2713465936c-8.3418786.0-15.10461556 6.62441477-15.10461556 14.79587212.0 8.1714574 6.76273696 14.7956563 15.10461556 14.7956563 8.3420983.0 15.1045607-6.6241989 15.1045607-14.7956563.0-8.17145735-6.7624624-14.79587212-15.1045607-14.79587212z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-11%22 transform=%22translate(625.000000, 180.000000)%22%3E%3Cg id=%22%E7%9F%A9%E5%BD%A2%22 opacity=%22.1%22%3E%3Cuse fill=%22%23fff%22 xlink:href=%22%23path-1%22/%3E%3Cuse fill=%22%23000%22 xlink:href=%22%23path-1%22/%3E%3C/g%3E%3Cg id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88-2%22 opacity=%22.9%22 transform=%22translate(23.000000, 23.000000)%22 fill=%22%23fff%22%3E%3Cpath d=%22M3.41421356.585786438 16.849 14.02 30.2842712.585786438C31.024212-.154154326 32.1996962-.193098576 32.9854836.468953686L33.1126984.585786438C33.893747 1.36683502 33.893747 2.63316498 33.1126984 3.41421356L19.677 16.849 33.1126984 30.2842712C33.893747 31.0653198 33.893747 32.3316498 33.1126984 33.1126984s-2.0473786.781048599999998-2.8284272.0L16.849 19.677 3.41421356 33.1126984C2.6742728 33.8526391 1.49878864 33.8915834.713001205 33.2295311L.585786438 33.1126984c-.781048584-.781048599999998-.781048584-2.0473786.0-2.8284272L14.02 16.849.585786438 3.41421356c-.781048584-.78104858-.781048584-2.04737854.0-2.828427122.781048582-.781048584 2.047378542-.781048584 2.828427122.0z%22 id=%22%E5%BD%A2%E7%8A%B6%E7%BB%93%E5%90%88%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)

关于印发《江苏省医用防护服医用口罩注册和生产许可办事指南》的通知
苏药监审批便函[2020]27号
省局行政许可受理中心、各检查分局、省医疗器械检验所、省局认证审评中心:
根据《医疗器械监督管理条例》《医疗器械注册管理办法》等法规规章要求,结合我省实际,UC制定了《江苏省医用防护服医用口罩注册和生产许可办事指南》,经局行政审批专题会议通过。现印发给你们,请各单位认真贯彻执行。
《江苏省医用防护服医用口罩注册和生产许可办事指南》全文由省局行政许可受理中心负责在省局官网对外发布。
省局行政审批处
2020年6月4日
附件:
江苏省医用防护服医用口罩 注册和生产许可办事指南
本指南依据《医疗器械监督管理条例》、《医疗器械注册管理办法》、《医疗器械生产监督管理办法》、《国家食品药品监督管理总局关于公布医疗器械注册申报资料要求和批准证明文件格式的公告》(国家食品药品监督管理总局2014年第43号)、《国家食品药品监督管理总局关于印发境内第二类医疗器械注册审批操作规范的通知》(食药监械管〔2014〕209号)、《国家食品药品监督管理总局关于印发一次性使用无菌注射器等25种医疗器械生产环节风险清单和检查要点的通知》(食药监械监〔2016〕37号)、《医疗器械生产质量管理规范》及相关附录、检查指导原则、《医用口罩产品注册技术审查指导原则》(国家食品药品监督管理总局 2014年第7号)等文件及相关标准制定。
一、申请人申请
(一)网上申报
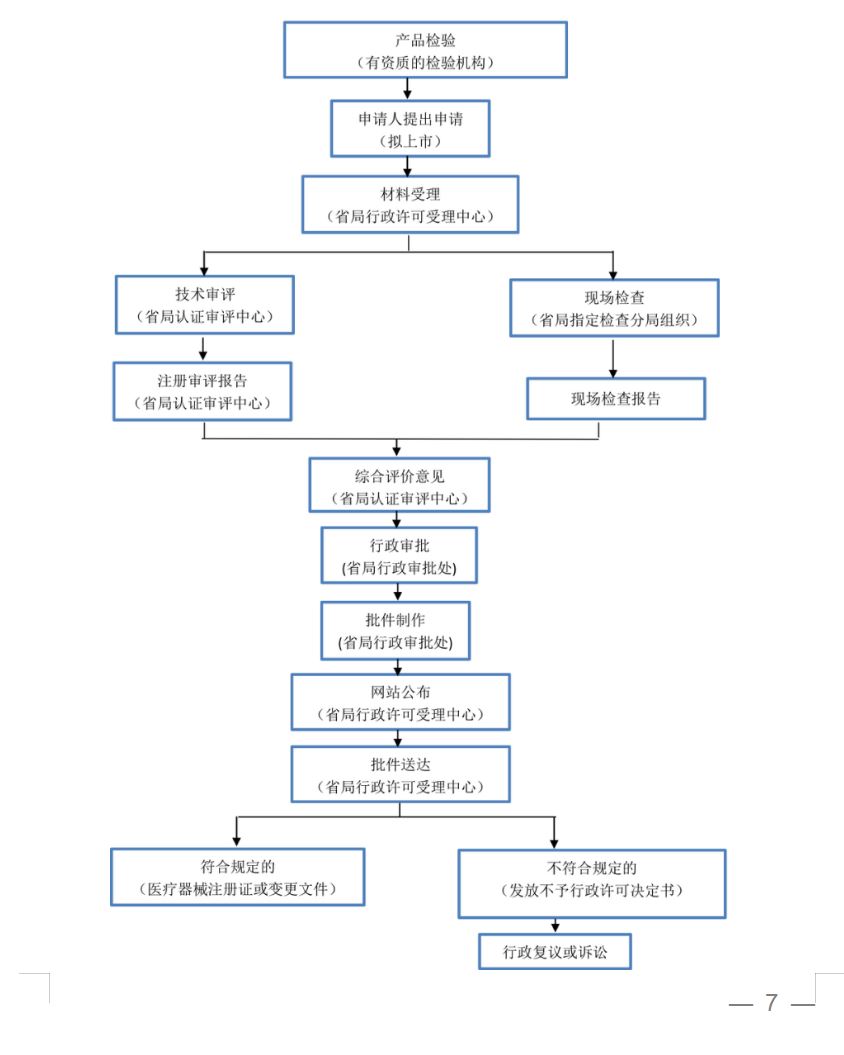
生产医用防护服、医用口罩的企业,应当按照《医疗器械注册管理办法》(国家食品药品监督管理总局令第4号)申请第二类医疗器械注册(流程图见附件1),按照《医疗器械生产监督管理办法》(国家食品药品监督管理总局令第7号)申请医疗器械生产许可证(流程图见附件2)。
江苏省医疗器械审批系统已正式上线运行,自2020年5月29日起,申报全部转为线上办理。江苏省医疗器械行政审批系统用户手册见《关于启用江苏省医疗器械行政审批系统的通告》(江苏省药品监督管理局2020年第6号) 及省局认证审评中心2020年5月29日发布的《 关于江苏省医疗器械审评核查系统上线试运行的通告 》 。
(二)注册申报要求
申请人按照《医疗器械注册管理办法》《关于公布医疗器械注册申报资料要求和批准证明文件格式的公告》(国家国家食品药品监督管理总局2014年第43号)要求申请注册,注册申报资料目录见附件3。
申请医用防护服、医用口罩注册,申请人应向国家药监部门认可的、有医疗器械检验资质 检验检测机构 或《市场监管总局公布获国家级资质认定的医疗器械防护用品检验检测机构名录》 及获得省级市场监管部门资质认定的防疫用品检验检测机构(在其承检范围内) 中的检验机构申请注册检验,并获得符合产品技术要求的全性能检验报告。注册审查时提出补充检验要求的,应在原检验机构进行检验。注册检验样品的生产应符合医疗器械质量管理体系的相关要求。
无菌产品和非无菌产品可按同一注册单元申报,也可分别申报。同一品种同时申报无菌和非无菌的,企业应对无菌产品申请全性能检验,对非无菌产品申请微生物指标补充检测。不同形状的医用防护口罩应分别进行密合性检测。连身式和分身式医用防护服应分别送检。
生物相容性评价研究,应委托具有医疗器械检验资质认定或中国计量认证(CMA)且在其承检范围之内的生物学实验室按照相关标准进行试验。
注册申报有关申请表及申报资料说明详见江苏省药品监督管理局网站-办事指南-第二类医疗器械产品注册审批-第二类医疗器械拟上市产品注册。
(三)生产许可申报要求
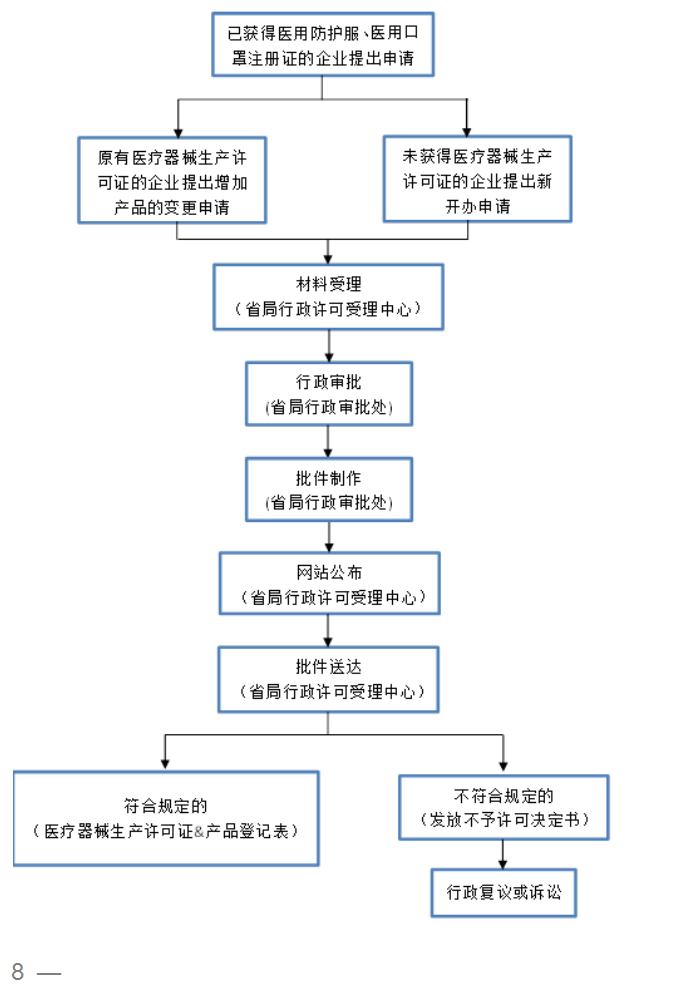
申请人取得《医疗器械注册证》后,按照《医疗器械生产监督管理办法》要求申请医用防护服、医用口罩《医疗器械生产许可证》核发或变更,生产许可证核发或变更申报资料目录见附件4。
生产许可核发或变更有关申请表及申报资料说明详见江苏省药品监督管理局网站-办事指南--第二类第三类医疗器械生产许可-开办第二类第三类医疗器械生产企业或医疗器械生产许可证许可事项变更。
二、质量管理体系核查
省局常州检查分局组织质量管理体系核查,按照《医疗器械生产质量管理规范》(国家食品药品监督管理总局2014年第64号)《医疗器械生产质量管理规范附录无菌医疗器械》(国家食品药品监督管理总局2015年第101号)实施,重点检查企业的技术人员配备、设备设施、原材料采购控制、生产过程管理、出厂检验条件和能力、标签标识管理等环节。检查要点见《江苏省医用防护服审批现场检查要点》(附件5)和《江苏省医用口罩审批现场检查要点》(附件6)。
(一)生产环境。无菌医用防护服应确定在十万级洁净区域,非无菌医用防护服应确定在三十万级洁净区域。无菌医用外科口罩、无菌医用防护口罩生产应确定在十万级洁净区域;无菌一次性使用医用口罩、非无菌医用外科口罩、非无菌 医用防护口罩生产应确定在三十万级洁净区域;非无菌一次性使用医用口罩生产应确定在受控区域。
(二)原材料控制。企业应具有稳定的原材料供货渠道,提供与原材料供应商签订的购货合同及原材料供应商提供的出厂检测报告等。企业实际生产所用原材料与申报注册送检产品原材料应一致,供应商及原材料型号规格不得随意更换,若发生变化,企业应重新审计供应商且进行相关研究验证工作。
(三)生产管理。企业应具备医用防护服、医用口罩生产的设备设施,除环氧乙烷灭菌可以委托以外,其他工序原则上不得委外。经验证或确认的关键工序和特殊过程的重要参数、设备不得随意更改,若更改应做好有关设计开发变更的验证和确认。每批产品均应有生产记录,并满足可追溯的要求。
依据医用防护服标准GB 19082-2009、一次性使用医用口罩标准YY/T 0969-2013、医用外科口罩标准YY 0469-2011、医用防护口罩标准GB 19083-2010,无菌医用防护服、医用口罩均应采用环氧乙烷灭菌。
(四)成品检验。成品检验应按照每一生产批进行,其中无菌产品的无菌检测和环氧乙烷残留量检测应按照每一灭菌批进行。常规控制的进货检验、过程检验和成品检验项目不得进行委托检验。
三、注册审评审批
省局认证审评中心按照《江苏省医用一次性防护服技术审评要点》(附件7)、《江苏省医用口罩技术审评要点》(附件8),对申请人的注册申报资料进行技术审评,结合质量管理体系核查情况出具综合评价意见。经审评审批符合安全、有效要求的,省局颁发法定效期(5年)的《医疗器械注册证》;不符合安全、有效要求的不予注册。
四、生产许可审批
企业取得《医疗器械注册证》后,一年内申请医用防护服、医用口罩《医疗器械生产许可证》核发或变更的, 可提交医用防护服、医用口罩注册 质量管理体系核查报告 免于质量管理体系核查;一年后申请《医疗器械生产许可证》,或企业生产条件(生产场地、主要质量管理人员、生产环境、生产工艺、生产设备、检验能力等)发生可能影响质量管理体系有效运行等变化的,需重新组织质量管理体系核查。省局对企业许可申报资料进行审核,符合要求的颁发法定效期(5年)的《医疗器械生产许可证》。持5年效期的医用防护服、医用口罩《医疗器械生产许可证》延续时的现场检查也应符合《江苏省医用防护服审批现场检查要点》和《江苏省医用口罩审批现场检查要点》要求。
附件: 1.江苏省医用防护服、医用口罩注册审评审批流程图
2.江苏省医用防护服医用口罩生产许可审批流程图
3.江苏省医用防护服、医用口罩注册申报资料目录
4.江苏省医用防护服医用口罩生产许可证核发/变更申报资料目录
5.江苏省医用防护服审批现场检查要点
6.江苏省医用口罩审批现场检查要点
7.江苏省医用一次性防护服技术审评要点
8.江苏省医用口罩技术审评要点
附件 1
江苏省医用防护服、医用口罩注册审评审批流程图
附件 2
江苏省医用防护服医用口罩生产许可审批流程图
附件 3
江苏省医用防护服、医用口罩注册申报资料目录
|
申报资料一级标题 |
申报资料二级标题 |
|
1.申请表 |
|
|
2.证明性文件 |
营业执照复印件 |
|
3.医疗器械安全有效基本要求清单 |
|
|
4.综述资料 |
4.1概述 4.2产品描述 4.3型号规格 4.4包装说明 4.5适用范围和禁忌症 4.6其他需说明的内容 |
|
5.研究资料 |
5.1产品性能研究、原材料描述及性能研究(包括原材料采购合同复印件、原材料供应商出厂检测报告) 5.2生物相容性评价研究 5.3灭菌和消毒工艺研究 5.4有效期和包装研究 5.5其他 |
|
6.生产制造信息 |
6.1产品生产过程信息描述(如主要生产设备、检验设备、工艺流程等) 6.2生产场地(有洁净车间的应提供洁净车间环境检验合格报告) |
|
7.临床评价资料 |
|
|
8.产品风险分析资料 |
|
|
9.产品技术要求 |
不得低于产品适用的国家标准/行业标准。 |
|
10.产品注册检验报告 |
10.1注册检验报告 10.2预评价意见 |
|
11.说明书和标签样稿 |
11.1说明书 11.2最小销售单元的标签样稿 |
|
12. 注册质量管理体系核查申请表 |
|
|
13.符合性声明 |
|
注:注册申报资料应有所提交的资料目录,包括申报资料的一级和二级标题。每项二级标题对应的资料应单独编制页码。
附件 4
江苏省医用防护服医用口罩生产许可证核发/变更申报资料目录
一、江苏省医用防护服医用口罩生产许可证核发申报资料目录
1.医疗器械生产许可证申请表;
2.营业执照复印件;
3.医用防护服或医用口罩医疗器械注册证及产品技术要求复印件;
4.法定代表人、企业负责人身份证明复印件、企业负责人任命文件;
5.质量负责人、生产、质量和技术部门负责人的身份、学历、职称证明复印件、工作简历;
6.生产管理、质量检验岗位从业人员学历、职称一览表;
7.生产场地的证明文件(产权证明或租赁合同复印件、生产地址地理位置图、厂区平面布局等),洁净车间平面布局图;
8.新建洁净车间需提交省医疗器械所或省、市药品检验所(院)一年内出具的洁净车间环境检验合格报告。医疗器械生产企业(持5年效期医疗器械生产许可证)原洁净车间升级改造的,可提交有资质机构出具的改造后洁净车间环境检验合格报告或 企业 自检报告。
9.主要生产设备目录,检验设备目录(应注明设备名称、型号、厂家名称、购进日期);
10.原材料、过程及成品检验规程;
11.详细工艺流程图(需注明主要生产方式、外购外协件、关键工序和特殊过程及各工序的生产环境等要求);
12.医用防护服或医用口罩注册质量管理体系核查报告;
13经办人授权证明及身份证复印件;
14.其他证明资料。
二、江苏省医用防护服医用口罩生产许可证变更申报资料目录
1.医疗器械生产许可证变更申请表;
2.营业执照复印件;
3.医用防护服或医用口罩医疗器械注册证及产品技术要求复印件;
4.变更情况说明(包括变更事项及原因);
5.《医疗器械生产许可证》(含医疗器械生产产品登记表)(原件);
6.生产场地的证明文件(产权证明或租赁合同复印件、生产地址地理位置图、厂区平面布局等),洁净车间平面布局图;
7.新建洁净车间需提交省医疗器械所或省、市药品检验所(院)一年内出具的洁净车间环境检验合格报告。医疗器械生产企业(持5年效期医疗器械生产许可证)原洁净车间升级改造的,可提交一年内有资质机构出具的洁净车间环境检验合格报告或 企业 自检报告。
8.主要生产设备目录,检验设备目录(应注明设备名称、型号、厂家名称、购进日期);
9.原材料、过程及成品检验规程;
10.详细工艺流程图(需注明主要生产方式、外购外协件、关键工序和特殊过程及各工序的生产环境等要求);
11.医用防护服或医用口罩注册质量管理体系核查报告;
12.经办人授权证明及身份证复印件;
13.其他证明资料。
附件 5
江苏省医用防护服审批现场检查要点
|
章节 |
条款 |
内容 |
|
机 构 和
人
员 |
1.1.1 |
应当建立与医疗器械生产相适应的管理机构,具备组织机构图。 查看提供的质量手册,是否包括企业的组织机构图,是否明确各部门的相互关系。 |
|
1.1.2 |
应当明确各部门的职责和权限,明确质量管理职能。 查看企业的质量手册,程序文件或相关文件,是否对各部门的职责权限做出规定;质量管理部门应当能独立行使职能,查看质量管理部门的文件,是否明确规定对产品质量的相关事宜负有决策的权利。 |
|
|
1.1.3 |
生产管理部门和质量管理部门负责人不得互相兼任。 查看公司的任职文件或授权文件并对照相关生产、检验等履行职责的记录,核实是否与授权一致。 |
|
|
1.2.1 |
企业负责人应当是医疗器械产品质量的主要责任人。 |
|
|
1.2.2 |
企业负责人应当组织制定质量方针和质量目标。 查看质量方针和质量目标的制定程序、批准人员。 |
|
|
1.2.3 |
企业负责人应当确保质量管理体系有效运行所需的人力资源、基础设施和工作环境。 |
|
|
1.2.4 |
企业负责人应当组织实施管理评审,定期对质量管理体系运行情况进行评估,并持续改进。 查看管理评审文件和记录,核实企业负责人是否组织实施管理评审。 |
|
|
*1.2.5 |
企 业负责人应当确保企业按照法律、法规和规章的要求组织生产。 |
|
|
1.3.1 |
企业负责人应当确定一名管理者代表。 查看管理者代表的任命文件。(法定代表人/企业负责人不能兼任管理者代表) |
|
|
1.3.2 |
管理者代表应当负责建立、实施并保持质量管理体系,报告质量管理体系的运行情况和改进需求,提高员工满足法规、规章和顾客要求的意识。 查看是否对上述职责做出明确规定。查看管理者代表报告质量管理体系运行情况和改进的相关记录。 |
|
|
1.4.1 |
技术、生产、质量管理部门负责人应当熟悉医疗器械法律法规,具有质量管理的实践经验,应当有能力对生产管理和质量管理中实际问题做出正确判断和处理。 查看相关部门负责人的任职资格要求,是否对专业知识、工作技能、工作经历做出规定;查看考核评价记录 , 现场询问,确定是否符合要求。 |
|
|
1.5.1 |
应当配备与生产产品相适应的专业技术人员、管理人员和操作人员。 查看相关人员的资格要求。 |
|
|
*1.5.2 |
应当具有相应的质量检验机构或专职检验人员 查看组织机构图、部门职责要求、岗位人员任命等文件确认是否符合要求。(专职检验员不少于2人)。 |
|
|
*1.6.1 |
从事影响产品质量工作的人员,应当经过与其岗位要求相适应的培训,具有相关的理论知识和实际操作技能。 应当确定影响医疗器械质量的岗位,规定这些岗位人员所必须具备的专业知识水平、工作技能、工作经验。查看培训内容、培训记录和考核记录,是否符合要求。 |
|
|
1.7.1 |
凡在洁净室(区)工作的人员应当定期进行卫生和微生物学基础知识、洁净作业等方面培训。 查看培训计划和记录:是否能够证实对在洁净室(区)工作的人员定期进行了卫生和微生物学基础知识、洁净技术等方面的培训。 |
|
|
1.7.2 |
临时进入洁净室(区)的人员,应当对其进行指导和监督。 查看是否制定了相关文件,对临时进入洁净室的人员 (包括外来人员)进出洁净区/受控区的指导和监督 作 出了规定。 |
|
|
1.8.1 |
应当建立对人员的清洁要求,制定洁净室(区)工作人员卫生守则。 查看工作人员卫生守则,是否对人员清洁、进出程序、洁净服的穿戴 作 出规定。 |
|
|
1.8.2 |
人员进入洁净室(区)应当按照程序进行净化/清洁,并穿戴工作帽、口罩、洁净工作服、工作鞋。 现 场观察人员进入洁净室(区)是否按照程序进行净化/清洁,并按规定正确穿戴工作帽、口罩、洁净工作服、工作鞋或鞋套。 |
|
|
1.8.3 |
裸手接触产品的操作人员每隔一定时间应当对手再次进行消毒。裸手消毒剂的种类应当定期更换。 查看消毒剂配制或领用记录,是否按要求定期更换裸手消毒剂的种类。 |
|
|
1.9.1 |
应当制定人员健康要求,建立人员健康档案。 查看人员健康要求的文件,是否对人员健康的要求做出规定,并建立人员健康档案。 |
|
|
1.9.2 |
直接接触物料和产品的人员每年至少体检一次。患有传染性和感染性疾病的人员不得从事直接接触产品的工作。 查看洁净间直接接触物料和产品的人员的体检报告或健康证明,是否按规定时间进行体检,患有传染性和感染性疾病的人员未从事直接接触产品的工作。 |
|
|
1.10.1 |
应当明确人员服装要求,制定洁净工作服的管理规定。工作服及其质量应当与生产操作的要求及操作区的洁净度级别相适应,其式样和穿着方式应当能够满足保护产品和人员的要求。 查看 洁净工作服的管理规定;现场观察服装的符合性及人员穿戴的符合性。 |
|
|
1.10.2 |
洁净工作服不得脱落纤维和颗粒性物质。 查看洁净工作服是否选择质地光滑、不易产生静电、不脱落纤维和颗粒性物质的材料制作。 |
|
|
厂 房 与
设
施 |
2.1.1 |
厂房与设施应当符合产品的生产要求。 |
|
*2.2.1 |
厂房与设施应当根据所生产产品的特性、工艺流程及相应的洁净级别要求进行合理设计、布局和使用。 |
|
|
2.2.2 |
生产环境应当整洁、符合产品质量需要及相关技术标准的要求。 |
|
|
2.2.3 |
产品有特殊要求的,应当确保厂房的外部环境不能对产品质量产生影响,必要时应当进行验证。 |
|
|
2.3.1 |
厂房应当确保生产和贮存产品质量以及相关设备性能不会直接或间接地受到影响。 |
|
|
2.3.2 |
厂房应当有适当的照明、温度、湿度和通风控制条件。 |
|
|
2.4.1 |
厂房与设施的设计和安装应当根据产品特性采取必要措施,设置防尘、防止昆虫和其他动物进入的设施。 现场查看是否配备了相关设施。 |
|
|
2.4.2 |
对厂房与设施的维护和维修不应影响产品质量。 |
|
|
2.5.1 |
生产区应当有足够空间,并与产品生产规模、品种相适应。 |
|
|
2.6.1 |
仓储区应当能够满足原材料、包装材料、中间品、产品等贮存条件和要求。 |
|
|
2.6.2 |
仓储区应当按照待验、合格、不合格、退货或召回等进行有序、分区存放各类材料和产品,便于检查和监控。 现场查看是否设置了相关区域并进行了标识,对各类物料是否按规定区域存放, 应当有各类物品的贮存记录。 |
|
|
*2.7.1 |
应当配备与产品生产规模、品种、检验要求相适应的检验场所和设施。 对照产品生产工艺的要求和产品检验要求以及检验方法,核实企业是否具备相关检测条件。 |
|
|
2.8.1 |
应当有整洁的生产环境。厂区的地面、路面周围环境及运输等不应对无菌医疗器械的生产造成污染。厂区应当远离有污染的空气和水等污染源的区域。 现场查看生产环境,应当整洁、无积水和杂草。厂区的地面、路面周围环境及运输等不应对产品的生产造成污染。检查地面、道路平整情况及减少露土、扬尘的措施和厂区的绿化,以及垃圾、闲置物品等的存放情况。 |
|
|
2.8.2 |
行政区、生活区和辅助区的总体布局应当合理,不得对生产区有不良影响。 |
|
|
*2.9.1 |
应当根据所生产的医疗器械的质量要求,确定在相应级别洁净室(区)内进行生产的过程,避免生产中的污染。无菌医用一次性防护服应在100000级洁净室(区)生产;非无菌医用一次性防护服应在300000级洁净室(区)生产。 查看相关文件,是否明确了生产过程的洁净度级别;现场查看是否在相应级别洁净室(区)内进行生产,是否能避免生产中的污染。 |
|
|
2.9.2 |
空气洁净级别不同的洁净室(区)之间的静压差应大于5帕,洁净室(区)与室外大气的静压差应大于10帕,并应有指示压差的装置。 现场查看是否配备了指示压差的装置,空气洁净级别不同的洁净室(区)之间以及洁净室(区)与室外大气的静压差是否符合要求。 |
|
|
2.9.3 |
防护服产品和其他产品在相同洁净级别的同一洁净车间生产时,应确保不同功能区域(操作间)之间保持适当的压差梯度。 现场查看相同洁净级别的不同功能区域(操作间),污染程度高的区域(如防护服生产车间)应当与其相邻区域保持适当的压差梯度。 |
|
|
2.13.1 |
与产品使用表面直接接触、不需清洁处理即使用的初包装材料,其生产环境洁净度级别的设置应当遵循与产品生产环境的洁净度级别相同的原则,使初包装材料的质量满足所包装产品的要求。 |
|
|
2.15.1 |
洁净工作服清洗干燥间、洁具间、专用工位器具的末道清洁处理与消毒的区域的空气洁净度级别可低于生产区一个级别,但不得低于300000级。 |
|
|
2.16.1 |
洁净室(区)应当按照医疗器械的生产工艺流程及所要求的空气洁净度级别进行合理布局,人流、物流走向应当合理。同一洁净室(区)内或相邻洁净室(区)间的生产操作不得互相交叉污染。 现场查看洁净室(区)的人流、物流走向是否合理,是否能够避免交叉污染。 洁净室(区)和非洁净室(区)之间应有缓冲设施。 |
|
|
2.17.1 |
洁净室(区)空气洁净度级别指标应当符合医疗器械相关行业标准的要求。 查看环境检测报告,是否符合选定级别的标准(YY0033)要求。 |
|
|
2.18.1 |
洁净室(区)的温度和相对湿度应当与产品生产工艺要求相适应。无特殊要求时,温度应当控制在18~28 ℃ ,相对湿度控制在45%~65%。 现场查看温湿度装置及记录,是否符合要求。 |
|
|
2.19.1 |
进入洁净室(区)的管道、进回风口布局应当合理,水、电、气输送线路与墙体接口处应当可靠密封,照明灯具不得悬吊。 |
|
|
2.20.1 |
洁净室(区)内操作台应当光滑、平整、不脱落尘粒和纤维,不易积尘并便于清洁处理和消毒。 |
|
|
2.21.1 |
生产厂房应当设置防尘、防止昆虫和其他动物进入的设施。 |
|
|
2.21.2 |
洁净室(区)的门、窗及安全门应当密闭,洁净室(区)的门应当向洁净度高的方向开启,洁净室(区)的内表面应当便于清洁,不受清洁和消毒的影响。 |
|
|
2.21.4 |
洁净室(区)内,水池或地漏应当有适当的设计和维护,并安装易于清洁且带有空气阻断功能的装置以防倒灌,同外部排水系统的连接方式应当能够防止微生物的侵入。 若存在100级洁净室(区)不得设置地漏。 |
|
|
2.22.1 |
洁净室(区)内使用的压缩空气等工艺用气均应当经过净化处理。 现场查看工艺用气的净化处理装置及管路设置,工艺用气是否经过净化处理。 |
|
|
|
2.23.1 |
洁净室(区)内的人数应当与洁净室(区)面积相适应。 查看验证记录,是否对现场工作人员数量上限进行验证,确认能够满足洁净控制要求。核实现场工作人员数量并查看相关记录,不应超过验证时所确认的现场工作人员数量上限。 |
|
设 备 |
*3.1.1 |
应当配备与所生产产品和规模相匹配的如裁剪、缝纫、热封压胶、包装等相应工序匹配的生产设备、工艺装备,应当确保有效运行。 对照生产工艺流程图,查看设备清单,所列设备是否满足生产需要;核查现场设备是否与设备清单相关内容一致;应当制定设备管理制度。尤其针对不同尺寸规格的产品要核查企业是否配备相应的裁剪样片。 |
|
3.2.1 |
生产设备的设计、选型、安装、维修和维护应当符合预定用途,便于操作、清洁和维护。 查看生产设备验证记录,确认是否满足预定要求。现场查看生产设备是否便于操作、清洁和维护。 |
|
|
3.2.2 |
生产设备应当有明显的状态标识,防止非预期使用。 现场查看生产设备标识。 |
|
|
3.2.3 |
应当建立主要生产设备使用、清洁、维护和维修的操作规程,并保存相应的设备操作记录。 |
|
|
*3.3.1 |
应当配备与产品检验要求相适应的检验仪器和设备,主要检验仪器和设备应当具有明确的操作规程。 对照产品检验要求和检验方法,核实企业是否具备相关检测设备。主要检测设备是否制定了操作规程。(主要检测仪器清单见附件1) |
|
|
3.4.1 |
应当建立检验仪器和设备的使用记录,记录内容应当包括使用、校准、维护和维修等情况。 |
|
|
3.5.1 |
应当配备适当的计量器具,计量器具的量程和精度应当满足使用要求,计量器具应当标明其校准有效期,保存相应记录。 查看计量器具的校准记录,确定是否在有效期内使用。 |
|
|
3.6.1 |
生产设备、工艺装备和工位器具应当符合洁净环境控制和工艺文件的要求。 |
|
|
3.7.1 |
洁净室(区)空气净化系统应当经过确认并保持连续运行,维持相应的洁净度级别,并在一定周期后进行再确认。 查看洁净室(区)空气净化系统的确认和再确认记录。 |
|
|
3.7.2 |
若停机后再次开启空气净化系统,应当进行必要的测试或验证,以确认仍能达到规定的洁净度级别要求。 如果洁净室(区)空气净化系统不连续使用,应当通过验证明确洁净室(区)空气净化系统重新启用的要求,并查看每次启用空气净化系统前的操作记录是否符合控制要求。 如果未进行验证,在停机后再次开始生产前应当对洁净室(区)的环境参数进行检测,确认达到相关标准要求。 |
|
|
*3.8.1 |
应当确定所需要的工艺用水。当生产过程中使用工艺用水时,应当配备相应的制水设备,并有防止污染的措施,用量较大时应当通过管道输送至洁净室(区)的用水点。工艺用水应当满足产品质量的要求。 |
|
|
3.9.1 |
应当制定工艺用水的管理文件,工艺用水的储罐和输送管道应当满足产品要求,并定期清洗、消毒。 现场查看工艺用水的储罐和输送管道应当用不锈钢或其他无毒材料制成,应当定期清洗、消毒并进行记录。 |
|
|
3.10.1 |
与物料或产品直接接触的设备、工艺装备及管道表面应当光洁、平整、无颗粒物质脱落、无毒、耐腐蚀,不与物料或产品发生化学反应和粘连,易于清洁处理、消毒或灭菌。 |
|
|
文 件 管 理 |
*4.1.1 |
应当建立健全质量管理体系文件,包括质量方针和质量目标、质量手册、程序文件、技术文件和记录,以及法规要求的其他文件。 质量方针应当在企业内部得到沟通和理解;应当在持续适宜性方面得到评审。质量目标应当与质量方针保持一致;应当根据总的质量目标,在相关职能和层次上进行分解,建立各职能和层次的质量目标;应当包括满足产品要求所需的内容;应当可测量、可评估;应当有具体的方法和程序来保障。 |
|
4.1.2 |
质量手册应当对质量管理体系作出规定。 查看企业的 质量手册,应当包括企业质量目标、组织机构及职责、质量体系的适用范围和要求。 |
|
|
4.1.3 |
程序文件应当根据产品生产和质量管理过程中需要建立的各种工作程序而制定,包含本规范所规定的各项程序文件。 |
|
|
*4.1.4 |
技术文件应当包括产品技术要求及相关标准、生产工艺规程、作业指导书、检验和试验操作规程、安装和服务操作规程等相关文件。 |
|
|
4.2.1 |
应当建立文件控制程序,系统地设计、制定、审核、批准和发放质量管理体系文件。 |
|
|
4.2.2 |
文件的起草、修订、审核、批准、替换或撤销、复制、保管和销毁等应当按照控制程序管理,并有相应的文件分发、撤销、复制和销毁记录。 |
|
|
4. 2.3 |
文 件更新或修订时应当按照规定评审和批准,能够识别文件的更改和修订状态。 查看相关记录确认文件的更新或修订是否经过评审和批准;其更改和修订状态是否能够得到识别。 |
|
|
4.2.4 |
分发和使用的文件应当为适宜的文本,已撤销或作废的文件应当进行标识,防止误用。 到工作现场抽查现场使用的文件,确认是否是有效版本。作废文件是否明确标识。 |
|
|
4.3.1 |
应当确定作废的技术文件等必要的质量管理体系文件的保存期限,满足产品维修和产品质量责任追溯等需要。 保存期限应当不少于企业所规定的医疗器械寿命期。 |
|
|
4. 4.1 |
应当建立记录控制程序,包括记录的标识、保管、检索、保存期限和处置要求等。 |
|
|
4.4.2 |
记录应当保证产品生产、质量控制等活动可追溯性。 |
|
|
4.4.3 |
记录应当清晰、完整,易于识别和检索,防止破损和丢失。 |
|
|
4.4.4 |
记录不得随意涂改或销毁,更改记录应当签注姓名和日期,并使原有信息仍清晰可辨,必要时,应当说明更改的理由。 |
|
|
4.4.5 |
记录的保存期限至少相当于生产企业所规定的医疗器械的寿命期,但从放行产品的日期起不少于2年,或符合相关法规要求,并可追溯。 |
|
|
设计开发 |
5.1.1 |
应当建立设计控制程序并形成文件,对医疗器械的设计和开发过程实施策划和控制。 查看设计控制程序文件,应当清晰、可操作,能控制设计开发过程,至少包括以下内容:
1.设计和开发的各个阶段的划分;
|
|
5.2.1 |
在进行设计和开发策划时,应当确定设计和开发的阶段及对各阶段的评审、验证、确认和设计转换等活动,应当识别和确定各个部门设计和开发的活动和接口,明确职责和分工。
查看设计和开发策划资料,应当根据产品的特点,对设计开发活动进行策划,并将策划结果形成文件。至少包括以下内容:
3.应当识别和确定各个部门设计和开发的活动和接口,明确各阶段的人员或组织的职责、评审人员的组成,以及各阶段预期的输出结果;
应当按照策划实施设计和开发,当偏离计划而需要修改计划时,应当对计划重新评审和批准。 |
|
|
5.3.1 |
设计和开发输入应当包括预期用途规定的功能、性能和安全要求、法律法规、国家标准、行业标准、风险管理控制措施和其他要求。 |
|
|
5.3.2 |
应当对设计和开发输入进行评审并得到批准,保持相关记录。 |
|
|
*5.4.1 |
设计和开发输出应当满足输入要求,包括采购、生产和服务所需的相关信息、产品技术要求等。 查看设计和开发输出资料,至少符合以下要求: 1.采购信息,如原材料、包装材料要求; 2.生产和服务所需的信息,如各部位样片,裁剪、缝纫、热封压胶、灭菌指导书、环境要求等; 3.产品技术要求; 4.产品检验规程或指导书; 5.规定产品的安全和正常使用所必须的产品特性,如产品使用说明书、包装和标签要求等。产品使用说明书是否与注册申报和批准的一致; 6.标识和可追溯性要求; 7.提交给注册审批部门的文件,如研究资料、产品技术要求、注册检验报告、临床评价资料(如有)、医疗器械安全有效基本要求清单等; 8.样机或样品; 9.生物学评价结果和记录,包括材料的主要性能要求。 |
|
|
5.4.2 |
设计和开发输出应当得到批准,保持相关记录。 |
|
|
5.5.1 |
应当在设计和开发过程中开展设计和开发到生产的转换活动,以使设计和开发的输出在成为最终产品规范前得以验证,确保设计和开发输出适用于生产。 查看相关文件,至少符合以下要求: 1.应当在设计和开发过程中开展设计转换活动以解决可生产性、部件及材料的可获得性、所需的生产设备、操作人员的培训等; 2.设计转换活动应当将产品的每一技术要求正确转化成与产品实现相关的具体过程或程序; 3.设计转换活动的记录应当表明设计和开发输出在成为最终产品规范前得到验证,并保留验证记录,以确保设计和开发的输出适于生产; 4.应当对特殊过程的转换进行确认,确保其结果适用于生产,并保留确认记录。 |
|
|
5.6.1 |
应当在设计和开发的适宜阶段安排评审,保持评审结果及任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当按设计开发策划的结果,在适宜的阶段进行设计和开发评审; 2.应当保持设计和开发评审记录,包括评审结果和评审所采取必要措施的记录。 |
|
|
5.7.1 |
应当对设计和开发进行验证,以确保设计和开发输出满足输入的要求,并保持验证结果和任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当结合策划的结果,在适宜的阶段进行设计和开发验证,确保设计开发输出满足输入的要求; 2.应当保持设计和开发验证记录、验证结果和任何必要措施的记录; 3.若设计和开发验证采用的是可供选择的计算方法或经证实的设计进行比较的方法,应当评审所用的方法的适宜性,确认方法是否科学和有效。 |
|
|
5.8.1 |
应当对设计和开发进行确认,以确保产品满足规定的使用要求或者预期用途的要求,并保持确认结果和任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当在适宜阶段进行设计和开发确认,确保产品满足规定的使用要求或预期用途的要求; 2.设计和开发确认活动应当在产品交付和实施之前进行; 3.应当保持设计和开发确认记录,包括临床评价或临床试验的记录,保持确认结果和任何必要措施的记录。 |
|
|
5.9.1 |
确认可采用临床评价或者性能评价。进行临床试验时应当符合医疗器械临床试验法规的要求。 查看临床评价报告及其支持材料。若开展临床试验应当符合法规要求,并提供相应的证明材料。对于需要进行临床评价或性能评价的医疗器械,应当能够提供评价报告和(或)材料。 |
|
|
5.10.1 |
应当对设计和开发的更改进行识别并保持记录。(如设备、原材料供应商/生产企业、无纺布型号规格、工艺发生变化、检验机构对受检样品提出了整改要求等) |
|
|
5.10.2 |
必要时,应当对设计和开发更改进行评审、验证和确认,并在实施前得到批准。 查看设计和开发更改的评审记录,至少符合以下要求: 1. 应当包括更改对产品组成部分和已交付产品的影响; 2. 设计和开发更改的实施应符合医疗器械产品注册的有关规定; 设计更改的内容和结果涉及到改变医疗器械产品注册证所载明的内容时,企业应当进行风险分析,并按照相关法规的规定,申请变更注册,以满足法规的要求。 |
|
|
*5.10.3 |
当选用的材料、零件或者产品功能的改变可能影响到医疗器械产品安全性、有效性时,应当评价因改动可能带来的风险,必要时采取措施将风险降低到可接受水平,同时应当符合相关法规的要求。 |
|
|
5.11.1 |
应当在包括设计和开发在内的产品实现全过程中,制定风险管理的要求并形成文件,保持相关记录。 查看风险管理文件和记录,至少符合以下要求: 1.风险管理应当覆盖企业开发的产品实现的全过程; 2.应当建立对医疗器械进行风险管理的文件,保持相关记录,以确定实施的证据; 3.应当将医疗器械产品的风险控制在可接受水平。 |
|
|
5.12.1 |
生产企业灭菌的,应明确灭菌工艺(方法和参数)和无菌保证水平(SAL),并提供灭菌确认报告。(无菌产品适用) |
|
|
5.13.1 |
如灭菌使用的方法容易出现残留,应当明确残留物信息及采取的处理方法。 (无菌产品适用) |
|
|
采购 |
*6. 1.1 |
应当建立采购控制程序。 采购程序内容至少包括:采购流程、合格供应商的选择、评价和再评价规定、采购物品检验或验证的要求、采购记录的要求。 |
|
*6.1.2 |
应当确保采购物品符合规定的要求,且 不低于 法律法规的相关规定和国家强制性标准的相关要求。 |
|
|
6.2.1 |
应当根据采购物品对产品的影响,确定对采购物品实行控制的方式和程度。 查看对采购物品实施控制方式和程度的规定,核实控制方式和程度能够满足产品要求。 |
|
|
6.3.1 |
应当建立供应商审核制度,对供应商进行审核评价。必要时,应当进行现场审核。 是否符合《医疗器械生产企业供应商审核指南》的要求。 |
|
|
6.3.2 |
应当保留供方评价的结果和评价过程的记录。 |
|
|
*6.4.1 |
应当与主要原材料供应商(聚丙烯材质复合面料(或其他材质)、胶条、初包装)签订质量协议,明确双方所承担的质量责任。 |
|
|
6.5.1 |
采购时应当明确采购信息,清晰表述采购要求,包括采购物品类别、验收准则、规格型号、规程、图样等内容。 从采购清单中抽查相关采购物品的采购要求,确认是否符合要求。 |
|
|
6.5.2 |
应当建立采购记录,包括采购合同、原材料清单、供应商资质证明文件、质量标准、检验报告及验收标准等。 面料质量要求主要有外观、尺寸、液体阻隔功能(含防水性、透湿量、合成血液穿透、沾水等级)、断裂强力、断裂伸长率、过滤效率、阻燃性能、抗静电性。 |
|
|
*6.5.3 |
采购记录应当满足可追溯要求。 核查主要原材料购入时间或供货时间与样品试生产时间是否对应,购入量是否满足样品试生产的需求,应当有检验报告。 |
|
|
*6.6.1 |
应当对采购物品进行检验或验证,需要进行生物学评价的材料,采购物品应当与经生物学评价的材料相同。 查看采购物品的检验或验证记录,是否对面料外观、尺寸、液体阻隔功能(含防水性、透湿量、合成血液穿透、沾水等级)、断裂强力、断裂伸长率、过滤效率、阻燃性能、抗静电性进行了检验或验证。核对送检产品所需的无纺布原材料是否与现场一致,提供原材料或成品生物学评价材料,是否符合要求。 |
|
|
6.8.1 |
无菌医疗器械的初包装材料应当适用于所用的灭菌过程或无菌加工的包装要求,并执行相应法规和标准的规定,确保在包装、运输、贮存和使用时不会对产品造成污染。(无菌产品适用)
查看企业对所用的初包装材料进行选择和/或确认的资料;
|
|
|
6.8.2 |
应当根据产品质量要求确定所采购初包装材料的初始污染菌可接受水平并形成文件,按照文件要求对采购的初包装材料进行进货检验并保持相关记录。(无菌产品适用) 查看采购文件是否确定了所采购 初包装材料的初始污染菌可接受水平;查看进货检验记录,是否符合文件要求。 |
|
|
生 产 管 理 |
*7.1.1 |
应当按照建立的质量管理体系进行生产,以保证产品符合GB 19082-2009《医用一次性防护服技术要求》和经注册的产品技术要求。 |
|
*7.2.1 |
应当编制生产工艺规程、作业指导书等,明确关键工序和特殊过程。 查看相关文件,是否明确关键工序和特殊过程。对关键工序和特殊过程的重要参数是否做验证或确认的规定。一般裁剪、缝纫为关键工序,热封压胶、封口、灭菌为特殊过程。 |
|
|
7.3.1 |
应当明确面料、胶条、辅料的清洁消毒方法和要求,并对清洁消毒效果进行验证。 |
|
|
7.4.1 |
应当根据YY0033要求对洁净室(区)进行监测,并保存记录。 |
|
|
7.5.1 |
应当对生产的特殊过程进行确认,并保存记录,包括确认方案,确认方法、操作人员、结果评价、再确认等内容。 |
|
|
7.5.2 |
生产过程中采用的计算机软件对产品质量有影响的,应当进行验证和确认。 查看企业打版控制软件的确认记录。 |
|
|
*7.6.1 |
每批产品均应当有生产记录,并满足可追溯的要求。 首次注册可重点核对注册检验所用样品的批记录,检验报告中的送检样品批号及型号规格、送检时间、检验依据、检验结论、关键原材料等信息,及后附检验样品照片、标签等信息,应当与生产批记录、产品留样相符并可追溯。 |
|
|
7.6.2 |
生产记录应当包括:产品名称、规格型号、原材料批号、生产批号或产品编号、生产日期、数量、主要设备、工艺参数、操作人员等内容。 |
|
|
7.7.1 |
应当建立产品标识控制程序,用适宜的方法对产品进行标识,以便识别,防止混用和错用。 |
|
|
*7.8.1 |
应当在生产过程中标识产品的检验状态,防止不合格中间产品流向下道工序。 查看是否对检验状态标识方法做出规定,现场查看生产过程中的检验状态标识,是否符合文件规定。 |
|
|
*7.9.1 |
应当建立产品的可追溯性程序,规定产品追溯范围、程度、标识和必要的记录。 鼓励生产企业采取条形码、二维码等现代化方式进行产品追溯。 面料、胶条应追溯到生产企业及批号/编号;其他原材料应至少追溯到生产企业。 |
|
|
* 7.10.1 |
产品的说明书、标签应当符合相关法律法规及标准要求。 |
|
|
7.11.1 |
应当建立产品防护程序,规定产品及其组成部分的防护要求,包括污染防护、静电防护、粉尘防护、腐蚀防护、运输防护等要求。防护应当包括标识、搬运、包装、贮存和保护等。 现场查看产品防护程序是否符合规范要求;现场查看并抽查相关记录,确认产品防护符合要求。 |
|
|
7.12.1 |
生产过程中热封压胶工序的操作工人应配备必要的防护措施,进行有效控制。 |
|
|
7.13.1 |
应当制定洁净室(区)的卫生管理文件,按照规定对洁净室(区)进行清洁处理和消毒,并保留记录。 查看洁净室(区)工艺卫生管理文件和记录,工艺卫生管理文件应当包含下列内容: 1.设备清洁规定;2.工装模具清洁规定;3.工位器具清洁规定; 4.物料清洁规定;5.操作台、场地、墙壁、顶棚清洁规定; 6.清洁工具的清洁及存放规定;7.洁净室(区)空气消毒规定;8.消毒剂选择、使用的管理规定。 现场查看洁净室(区)内的清洁卫生工具,是否使用无脱落物、易清洗、易消毒,是否按用途分类使用,不同洁净室(区)的清洁工具不得跨区使用。 |
|
|
7.13.2 |
所用的消毒剂或消毒方法不得对设备、工艺装备、物料和产品造成污染。 查看相关文件,是否对消毒剂或消毒方法做出规定,应包括消毒剂品种、使用时间、频次、更换周期等内容,应保留相关的记录。 应当对所选择的消毒方法、选用的消毒剂进行效果评价或验证;所用的消毒剂或消毒方法不应当对设备、工艺装备、物料和产品造成污染。 现场查看所使用的消毒剂是否符合文件规定,是否按期进行更换。 |
|
|
7.13.3 |
消毒剂品种应当定期更换,防止产生耐药菌株。 |
|
|
7.15.1 |
应当制定工位器具的管理文件,所选用的工位器具应当能避免产品在存放和搬运中被污染和损坏。 查看 工位器具的管理文件,是否符合要求。 现场查看工位器具是否满足产品防护要求,表面是否光洁、平整、易于清洗和消毒、无物质脱落;是否能够 避免产品在存放和搬运中被污染和损坏 ;工位器具是否按区域存放,不同区域的工位器具是否严格区别和分开,有明显标识。 |
|
|
7.16.1 |
进入洁净室(区)的物品,包括原料和零配件等必须按程序进行净化处理。 查看进入洁净室(区)的物品,包括原料和零配件的净化程序及其设施,净化程序和设施是否能有效去除生产过程中的物品,包括原料和零配件等的污染物。 |
|
|
7.17.1 |
应当建立清场的管理规定,以防止产品的交叉污染,并作好清场记录。 是否根据生产工艺制定清场的管理规定及记录 。 现场查看上次生产遗留物的处理是否符合规定。 |
|
|
7.18.1 |
应当建立批号管理规定,明确生产批号和灭菌批号的关系,规定每批产品应形成的记录 。 查看是否建立了批号管理文件,是否明确了原材料批、生产批、灭菌批、中间品批等批号的编写方法,规定生产批和灭菌批组批方法,是否明确了生产批号和灭菌批号的关系,生产批的划分是否符合企业相关文件的规定。是否明确了每批应形成的记录。 注:生产批是指同一批原材料、同一工艺条件下连续生产出的产品。 灭菌批是指在同一灭菌柜内、同一工艺条件下灭菌的具有相同无菌保证水平的产品。 |
|
|
7.20.1 |
应当建立无菌医疗器械灭菌过程确认程序并形成文件。 (无菌产品适用) 查看灭菌过程确认的程序文件,是否符合要求。 |
|
|
* 7.20.2 |
灭菌过程应当按照相关标准要求在初次实施前进行确认,必要时再确认,并保持灭菌过程确认记录。 (无菌产品适用) 在初次对产品进行灭菌前,是否对灭菌过程进行确认。在产品、灭菌设备、工艺参数等发生变化时是否对灭菌过程进行再确认。 灭菌过程或无菌加工过程的确认是否符合GB18279《医疗保健产品灭菌环氧乙烷第1部分:医疗器械灭菌过程的开发、确认和常规控制要求》的规定,记录或报告是否经过评审和批准。是否保持了灭菌过程确认的记录。 通过灭菌确认,确定初包装及产品的初始污染菌可接受水平。 |
|
|
7.21.1 |
应当制定灭菌过程控制文件,保持每一灭菌批的灭菌过程参数记录,灭菌记录应当可追溯到产品的每一生产批。 (无菌产品适用) 查看灭菌过程控制文件,这些文件应包括:灭菌工艺文件;灭菌设备操作规程;灭菌设备的维护、保养规定;适用时应包括环氧乙烷进货及存放控制; 灭菌过程的确认和再确认。 现场查看灭菌设备的过程参数和相关记录,是否符合经确认的灭菌工艺, 灭菌设备是否有自动监测及记录装置,灭菌过程和参数记录是否完整、齐全,有可追溯性。 若企业委外灭菌,至少应要求对方提供每一灭菌批的灭菌过程参数记录。 |
|
|
7.23.1 |
应当根据对产品质量影响的程度规定各种无菌医疗器械产品和材料的贮存条件,贮存场所应当具有相应的环境监控设施,应当控制和记录贮存条件,贮存条件应当在标签或使用说明书中注明。 (无菌产品适用) |
|
|
质 量 控制 |
8.1.1 |
应当建立质量控制程序,规定产品检验部门、人员、操作等要求。 查看质量控制程序,是否对产品的检验部门职责、人员资质、检验操作规程等做出规定。 |
|
8.1.2 |
应当规定检验仪器和设备的使用、校准等要求,以及产品放行的程序。 查看质量控制程序,是否对检验仪器、设备的使用和校准做出规定。 |
|
|
8.2.1 |
应当定期对检验仪器和设备进行校准或检定,并予以标识。 查看检验仪器和设备是否按照规定实施了校准或检定,是否进行了标识。 |
|
|
8.2.2 |
应当规定检验仪器和设备在搬运、维护、贮存期间的防护要求,防止检验结果失准。 |
|
|
8.2.3 |
当发现检验仪器和设备不符合要求时,应当对以往检验结果进行评价,并保存相关记录。 查看设备使用、维护记录,当检验仪器设备不符合要求的情况,是否对以往检测的结果进行了评价,并保存相关记录。 |
|
|
8.2.4 |
对用于检验的计算机软件,应当进行验证和确认。 |
|
|
*8.3.1 |
应当根据强制性标准以及经注册或者备案的产品技术要求制定产品的检验规程 ,并出具相应的检验报告或证书 。 查看产品检验规程是否涵盖强制性标准以及经注册或者备案的产品技术要求 的性能指标 ;确认检验记录是否能够证实产品符合要求;查看是否根据检验规程及检验结果出具相应的检验报告或证书。 |
|
|
8.3.2 |
需要常规控制的进货检验(如外观、结构与尺寸、液体阻隔功能(含防水性、透湿量、合成血液穿透、沾水等级)、断裂强力、断裂伸长率、阻燃性能)、过程检验和成品检验项目不得进行委托检验。 |
|
|
*8.4.1 |
每批产品均应当有批检验记录,并满足可追溯要求。 |
|
|
8.4.2 |
检验记录应当包括进货检验、过程检验和成品检验的检验记录、检验报告或证书等。 检验要求应当不低于GB 19082-2009《医用一次性防护服技术要求》。 成品检验项目至少应当包括:(1)外观(2)结构与尺寸(3)液体阻隔功能(含抗渗水性、透湿量、抗合成血液穿透性、表面抗湿性)(4)断裂强力(5)断裂伸长率(6)过滤效率(7)阻燃性能(若适用)(8)抗静电性(9)静电衰减性能(若适用)(10)微生物指标(11)环氧乙烷残留量(无菌产品) |
|
|
*8.5.1 |
应当规定产品放行程序、条件和放行批准要求。 查看产品放行程序,是否明确了放行的条件和放行批准的要求。应当规定有权放行产品人员及其职责权限,并应当保持批准的记录。 |
|
|
8.5.2 |
放行的产品应当附有合格证明。 |
|
|
8.6.1 |
应当根据产品和工艺特点制定留样管理规定,按规定进行留样,并保持留样观察记录。 |
|
|
*8.7.1 |
应当具备无菌、微生物限度和阳性对照的检测能力和条件。 现场查看是否具备无菌、微生物限度和阳性对照的检测条件,是否配备了相应的设备、检测人员以及相关的培养基和试剂(设备有:超净工作台、培养箱、压力蒸汽灭菌器、生物安全柜等。主要培养基、试剂、对照菌种清单见附件2)。 |
|
|
8.8.1 |
应当对工艺用水进行监控和定期检测,并保持监控记录和检测报告。 查看是否有工艺用水管理规定,工艺用水检测项目和检测要求是否符合相应级别的水质要求,是否规定了取样点和检测的频次等内容。 现场查看生化实验室是否有用于工艺用水检验的有关设备、器具、试剂及储存环境,试剂如为自行制备,是否标识试剂名称、制备人、制备日期以及有效期等信息。 查看工艺用水监控记录、检测报告是否符合文件的规定要求 。 |
|
|
8.9.1 |
应当按照医疗器械相关行业标准要求对洁净室(区)的尘粒、浮游菌或沉降菌、换气次数或风速、静压差、温度和相对湿度进行定期检(监)测,并保存检(监)测记录。 查看洁净室(区)的监测记录,检查项目和检测周期是否符合YY0033标准要求。 现场查看使用的培养基是否符合GB/T 16294-2010中规定的要求。 现场查看是否配备了尘埃粒子计数器、风速仪(或风量罩)、温湿度计、压差计等设备,是否经过检定或校准,是否在有效期内。 现场查看压差、温湿度等是否符合文件规定要求。 |
|
|
8.10.1 |
应当根据产品质量要求确定产品的初始污染菌的控制水平并形成文件,明确中间品的存储环境要求和存放时间。 查看是否有产品的初始污染菌控制水平的文件规定,文件中是否明确了中间品的存储环境要求和存放时间。 |
|
|
8.10.2 |
按文件要求定期检测并保持相关记录。 查看初始污染菌检测记录,是否符合文件规定要求。 |
|
|
8.10.3 |
应当定期对检测记录进行汇总和趋势分析。 |
|
|
8.11.1 |
应根据产品留样目的确定留样数量和留样方式(按生产批或灭菌批等留样),制定留样管理办法。 查看是否制定了留样管理办法,并确保每个生产批或灭菌批均应留样(文件中是否根据留样的目的明确了留样的数量、留样方式、观察方法、观察频次等内容)。 现场查看是否有留样室(或留样区),留样室(或留样区)的环境是否满足产品质量特性的要求,是否配备了满足产品质量要求的环境监测设备,是否有记录。 |
|
|
8.11.2 |
应当作好留样观察或检验记录。 查看留样台账、留样观察或检验记录是否符合文件规定要求。 |
|
|
销 售 和 售 后
服
务 |
*9.1.1 |
应当建立产品销售记录,并满足可追溯要求。 |
|
9.1.2 |
销售记录至少应当包括:医疗器械名称、规格、型号、数量、生产批号、有效期、销售日期、购货单位名称、地址、联系方式等内容。 |
|
|
9.2.1 |
直接销售自产产品或者选择医疗器械经营企业,应当符合医疗器械相关法规和规范要求。 |
|
|
9.2.2 |
发现医疗器械经营企业存在违法违规经营行为时,应当及时向当地食品药品监督管理部门报告。 |
|
|
9.3.1 |
应当具备与所生产产品相适应的售后服务能力,建立健全售后服务制度。 |
|
|
9.3.2 |
应当规定售后服务要求并建立售后服务记录,并满足可追溯的要求。 |
|
|
9.5.1 |
应当建立顾客反馈处理程序,对顾客反馈信息进行跟踪分析。 查看程序文件是否对上述活动的实施做出了规定,并对顾客反馈信息进行了跟踪和分析。 |
|
|
不 合 格 品 控 制 |
10.1.1 |
应当建立不合格品控制程序,规定不合格品控制的部门和人员的职责与权限。 |
|
*10.2.1 |
应当对不合格品进行标识、记录、隔离、评审,根据评审结果,应当对不合格品采取相应的处置措施。 现场查看不合格品的标识、隔离是否符合程序文件的规定,抽查不合格品处理记录,是否按文件的规定进行评审。 |
|
|
10.3.1 |
在产品销售后发现产品不合格时,应及时采取相应措施,如召回、销毁等措施。现场查看在产品销售后发现不合格时的处置措施,是否召回和销毁等。 |
|
|
10.4.1 |
不合格品可以返工的,企业应当编制返工控制文件。返工控制文件应当包括作业指导书、重新检验和重新验证等内容。 查看返工控制文件,是否对可以返工的不合格品做出规定;抽查返工活动记录,确认是否符合返工控制文件的要求。 |
|
|
10.4.2 |
不能返工的,应当建立相关处置制度。 |
|
|
不良事件监测 、 分 析和改进 |
11.1.1 |
应当指定相关部门负责接收、调查、评价和处理顾客投诉,并保持相关记录。 查看有关职责权限的文件,确定是否对上述活动做出了规定。 |
|
*11.2.1 |
应当按照有关法规要求建立医疗器械不良事件监测制度,开展不良事件监测和再评价工作,保持相关记录。 查看企业建立的不良事件的监测制度,是否 规定了可疑不良事件管理人员的职责、报告原则、上报程序、上报时限,制定了启动实施医疗器械再评价的程序和文件等,并符合法规要求。 查看相关记录,确认是否存在不良事件,并按规定要求实施。 |
|
|
11.3.1 |
应当建立数据分析程序,收集分析与产品质量、不良事件、顾客反馈和质量管理体系运行有关的数据 , 验证产品安全性和有效性, 并保持相关记录 。 查看数据分析的实施记录,是否按程序规定进行,是否应用了统计技术并保留了数据分析结果的记录。 |
|
|
11.4.1 |
应当建立纠正措施程序,确定产生问题的原因,采取有效措施,防止相关问题再次发生。 |
|
|
11.4.2 |
应当建立预防措施程序,确定潜在问题的原因,采取有效措施,防止问题发生。 |
|
|
*11.5.1 |
对存在安全隐患的医疗器械,应当按照有关法规要求采取召回等措施,并按规定向有关部门报告。 |
|
|
11.6.1 |
应当建立产品信息告知程序,及时将产品变动、使用等补充信息通知使用单位、相关企业或消费者。 |
|
|
11.7.1 |
应当建立质量管理体系内部审核程序,规定审核的准则、范围、频次、参加人员、方法、记录要求、纠正预防措施有效性的评定等内容,以确保质量管理体系符合本规范的要求。 查看内部审核程序是否包括了上述内容。查看内审资料,实施内审的人员是否经过培训,内审的记录是否符合要求,针对内审发现的问题是否采取了纠正措施,是否有效。 |
|
|
*11.8.1 |
应当定期开展管理评审,对质量管理体系进行评价和审核,以确保其 持续的适宜性、充分性和有效性。 查看 管理评审文件和记录,应包括管理评审计划、管理评审报告以及相关改进措施,管理评审报告中是否包括了对法规符合性的评价。 是否在规定时间内进行了管理评审,是否提出了改进措施并落实具体职责和要求,是否按计划实施。 |
在医疗器械注册现场核查、生产许可(含变更)现场检查中,检查组应综合评判企业在保证质量管理体系有效运行方面所做的工作,出具现场检查结论: “通过检查”、“未通过检查”或“整改后复查”。
《江苏省医用防护服审批现场检查要点》
根据《医疗器械生产质量管理规范无菌医疗器械现场检查指导原则》制定,对其中不适用条款进行了删减,检查要点
共
175项
,其中
*条款为重点项共34项,
一般条款
共
141项
。
共
175项
,其中
*条款为34项,
一般条款
141项
。
现场检查中未发现企业有不符合项的,结论为
“通过检查”;发现有*条款不符合或*条款符合但一般条款不符合可能对产品质量产生直接影响的,结论为“未通过检查”;一般条款不符合但不对产品质量产生直接影响的,结论为“整改后复查”。
检查结论为“整改后复查”的,企业应当在现场检查结束后的规定时限内(注册核查在6个月内,生产许可(含变更)在30天内)完成整改并向原审查部门一次性提交整改报告,审查部门必要时可安排进行现场复查,符合要求的,结论为“通过检查”;在规定时限内未能提交整改报告或经复查仍存在不符合项的,结论为“未通过检查”。在生产许可延续现场检查中发现企业存在不符合项目的,应当通知企业限期整改,整改后仍不符合要求的,不予延续。
附件:1.医用防护服主要检测设备清单
2.微生物指标检测培养基、试剂、对照菌种清单
附件 1
医用防护服主要检测设备清单
|
序号 |
项目 |
主要检测设备举例 |
|
1 |
外观 |
目测、通用量具 |
|
2 |
结构与尺寸 |
通用量具 |
|
3 |
液体阻隔功能 |
静水压测试仪、水蒸气透过率测试仪、合成血液穿透测试仪、张力仪、喷淋装置(沾水仪) |
|
4 |
断裂强力、断裂伸长率 |
电子拉力机 |
|
5 |
过滤效率 |
颗粒过滤性能测试仪 |
|
6 |
阻燃性能 |
纺织品垂直燃烧试验仪 |
|
7 |
抗静电性 |
摩擦带电滚筒测试装置 |
|
8 |
静电衰减性能 |
静电衰减测量仪、恒温恒湿试验箱 |
|
9 |
微生物检测 |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜、霉菌培养箱、生物安全柜、超净工作台 |
|
10 |
环氧乙烷残留量 |
气相色谱仪 |
附件 2
微生物指标检测培养基、试剂、对照菌种清单
|
检测项目 |
主要培养基 |
主要试剂 |
培养温度 |
对照菌种 |
培养时间 |
主要检测设备举例 |
备注 |
|
细菌菌落总数 |
营养琼脂培养基 |
生理盐水 |
35℃±2℃ |
|
48小时 |
电子天平、细菌培养箱、蒸汽灭菌器 |
|
|
大肠菌群 |
乳糖胆盐发酵培养基、乳糖发酵培养基、伊红美蓝琼脂培养基 |
生理盐水、革兰氏染液 |
35℃±2℃ |
大肠埃希菌 |
24小时(阴性结果) 72小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
绿脓杆菌 |
SCDLP培养基、十六烷三甲基溴化铵琼脂培养基、硝酸盐胨水培养基、明胶培养基 |
生理盐水、革兰氏染液、二甲基对苯二铵、三氯甲烷、盐酸 |
35℃±2℃ 42℃(有疑似结果时) |
绿脓杆菌 |
48小时(阴性结果) 96小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
金黄色葡萄球菌 |
SCDLP培养基、血琼脂平板、甘露醇培养基 |
生理盐水、兔血浆 |
35℃±2℃ |
金黄色葡萄球菌 |
72小时(阴性结果) 5天(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
溶血性链球菌 |
葡萄糖肉汤培养基、血琼脂平板 |
生理盐水、草酸钾兔血浆、革兰氏染液、杆菌肽纸片 |
35℃±2℃ |
溶血性链球菌 |
48小时(阴性结果) 96小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
真菌计数或真菌定性 |
沙氏琼脂培养基、沙氏液体培养基 |
生理盐水 |
25℃±2℃ |
|
7天 |
电子天平、霉菌培养箱、蒸汽灭菌器 |
|
|
无菌检查 |
硫乙醇酸盐流体培养基、胰酪大豆胨液体培养基 |
/ |
30℃~35℃(硫乙醇酸盐流体培养基) 20℃~25℃(胰酪大豆胨液体培养基) |
金黄色葡萄球菌 |
14天 |
细菌培养箱、霉菌培养箱 |
硫乙醇酸盐流体培养基置细菌培养箱培养、胰酪大豆胨液体培养基置霉菌培养箱培养 |
附件 6
江苏省医用口罩审批现场检查要点
|
章节 |
条款 |
内容 |
|
机 构 和 人 员 |
1.1.1 |
应当建立与医疗器械生产相适应的管理机构,具备组织机构图。 查看提供的质量手册,是否包括企业的组织机构图,是否明确各部门的相互关系。 |
|
1.1.2 |
应当明确各部门的职责和权限,明确质量管理职能。 查看企业的质量手册,程序文件或相关文件,是否对各部门的职责权限作出规定;质量管理部门应当能独立行使职能,查看质量管理部门的文件,是否明确规定对产品质量的相关事宜负有决策的权利。 |
|
|
1.1.3 |
生产管理部门和质量管理部门负责人不得互相兼任。 查看公司的任职文件或授权文件并对照相关生产、检验等履行职责的记录,核实是否与授权一致。 |
|
|
1.2.1 |
企业负责人应当是医疗器械产品质量的主要责任人。 |
|
|
1.2.2 |
企业负责人应当组织制定质量方针和质量目标。 查看质量方针和质量目标的制定程序、批准人员。 |
|
|
1.2.3 |
企业负责人应当确保质量管理体系有效运行所需的人力资源、基础设施和工作环境。 |
|
|
1.2.4 |
企业负责人应当组织实施管理评审,定期对质量管理体系运行情况进行评估,并持续改进。 查看管理评审文件和记录,核实企业负责人是否组织实施管理评审。 |
|
|
*1.2.5 |
企 业负责人应当确保企业按照法律、法规和规章的要求组织生产。 |
|
|
1.3.1 |
企业负责人应当确定一名管理者代表。 查看管理者代表的任命文件。(法定代表人/企业负责人不能兼任管理者代表) |
|
|
1.3.2 |
管理者代表应当负责建立、实施并保持质量管理体系,报告质量管理体系的运行情况和改进需求,提高员工满足法规、规章和顾客要求的意识。 查看是否对上述职责作出明确规定。查看管理者代表报告质量管理体系运行情况和改进的相关记录。 |
|
|
1.4.1 |
技术、生产、质量管理部门负责人应当熟悉医疗器械法律法规,具有质量管理的实践经验,应当有能力对生产管理和质量管理中实际问题作出正确判断和处理。 查看相关部门负责人的任职资格要求,是否对专业知识、工作技能、工作经历作出规定;查看考核评价记录 , 现场询问,确定是否符合要求。 |
|
|
1.5.1 |
应当配备与生产产品相适应的专业技术人员、管理人员和操作人员。 查看相关人员的资格要求。 |
|
|
*1.5.2 |
应当具有相应的质量检验机构或专职检验人员。 查看组织机构图、部门职责要求、岗位人员任命等文件确认是否符合要求。(专职检验员不少于2人) |
|
|
*1.6.1 |
从事影响产品质量工作的人员,应当经过与其岗位要求相适应的培训,具有相关的理论知识和实际操作技能。 应当确定影响医疗器械质量的岗位,规定这些岗位人员所必须具备的专业知识水平、工作技能、工作经验。查看培训内容、培训记录和考核记录,是否符合要求。 |
|
|
1.7.1 |
凡在洁净室(区)/受控区工作的人员应当定期进行卫生和微生物学基础知识、洁净作业等方面培训。 查看培训计划和记录:是否能够证实对在洁净室(区)/受控区工作的人员定期进行了卫生和微生物学基础知识、洁净技术等方面的培训。 |
|
|
1.7.2 |
临时进入洁净室(区)/受控区的人员,应当对其进行指导和监督。 查看是否制定了相关文件,对临时进入洁净室/受控区的人员 (包括外来人员)进出洁净区/受控区的指导和监督 作 出了规定。 |
|
|
1.8.1 |
应当建立对人员的清洁要求,制定洁净室(区)/受控区工作人员卫生守则。 查看工作人员卫生守则,是否对人员清洁、进出程序、洁净服的穿戴 作 出规定。 |
|
|
1.8.2 |
人员进入洁净室(区)/受控区应当按照程序进行净化/清洁,并穿戴工作帽、口罩、洁净工作服、工作鞋。 现 场观察人员进入洁净室(区)/受控区是否按照程序进行净化/清洁,并按规定正确穿戴工作帽、口罩、洁净工作服、工作鞋或鞋套。 |
|
|
1.8.3 |
裸手接触产品的操作人员每隔一定时间应当对手再次进行消毒。裸手消毒剂的种类应当定期更换。 查看消毒剂配制或领用记录,是否按要求定期更换裸手消毒剂的种类。 |
|
|
1.9.1 |
应当制定人员健康要求,建立人员健康档案。 查看人员健康要求的文件,是否对人员健康的要求作出规定,并建立人员健康档案。 |
|
|
1.9.2 |
直接接触物料和产品的人员每年至少体检一次。患有传染性和感染性疾病的人员不得从事直接接触产品的工作。 查看直接接触物料和产品的人员的体检报告或健康证明,是否按规定时间进行体检,患有传染性和感染性疾病的人员未从事直接接触产品的工作。 |
|
|
1.10.1 |
应当明确人员服装要求,制定洁净工作服的管理规定。工作服及其质量应当与生产操作的要求及操作区的洁净度级别相适应,其式样和穿着方式应当能够满足保护产品和人员的要求。 查看 洁净工作服的管理规定;现场观察服装的符合性及人员穿戴的符合性。 |
|
|
1.10.2 |
洁净工作服不得脱落纤维和颗粒性物质。 查看洁净工作服是否选择质地光滑、不易产生静电、不脱落纤维和颗粒性物质的材料制作。 |
|
|
厂 房 与 设 施 |
2.1.1 |
厂房与设施应当符合产品的生产要求。 |
|
*2.2.1 |
厂房与设施应当根据所生产产品的特性、工艺流程及相应的洁净级别要求进行合理设计、布局和使用。 |
|
|
2.2.2 |
生产环境应当整洁、符合产品质量需要及相关技术标准的要求。 |
|
|
2.2.3 |
产品有特殊要求的,应当确保厂房的外部环境不能对产品质量产生影响,必要时应当进行验证。 |
|
|
2.3.1 |
厂房应当确保生产和贮存产品质量以及相关设备性能不会直接或间接地受到影响。 |
|
|
2.4.2 |
对厂房与设施的维护和维修不应影响产品质量。 |
|
|
2.5.1 |
生产区应当有足够空间,并与产品生产规模、品种相适应。 |
|
|
2.6.1 |
仓储区应当能够满足原材料、包装材料、中间品、产品等贮存条件和要求。 |
|
|
2.6.2 |
仓储区应当按照待验、合格、不合格、退货或召回等进行有序、分区存放各类材料和产品,便于检查和监控。 现场查看是否设置了相关区域并进行了标识,对各类物料是否按规定区域存放, 应当有各类物品的贮存记录。 |
|
|
*2.7.1 |
应当配备与产品生产规模、品种、检验要求相适应的检验场所和设施。 对照产品生产工艺的要求和产品检验要求以及检验方法,核实企业是否具备相关检测条件。 |
|
|
2.8.1 |
应当有整洁的生产环境。厂区的地面、路面周围环境及运输等不应对无菌医疗器械的生产造成污染。厂区应当远离有污染的空气和水等污染源的区域。 现场查看生产环境,应当整洁、无积水和杂草。厂区的地面、路面周围环境及运输等不应对产品的生产造成污染。检查地面、道路平整情况及减少露土、扬尘的措施和厂区的绿化,以及垃圾、闲置物品等的存放情况。 |
|
|
2.8.2 |
行政区、生活区和辅助区的总体布局应当合理,不得对生产区有不良影响。 |
|
|
*2.9.1 |
应当根据所生产的产品的质量要求,确定在相应级别洁净室(区)/受控区内进行生产的过程,避免生产中的污染。无菌医用外科口罩、无菌医用防护口罩生产应确定在100000级洁净室(区);非无菌医用外科口罩、非无菌医用防护口罩、无菌一次性使用医用口罩生产应确定在300000级洁净室(区);非无菌一次性使用医用口罩生产应确定在受控区域。 查看相关文件,是否明确了生产过程的洁净度级别;现场查看是否在相应级别洁净室(区)或受控区域内进行生产,是否能避免生产中的污染。 |
|
|
2.9.2 |
空气洁净级别不同的洁净室(区)之间的静压差应大于5帕,洁净室(区)与室外大气的静压差应大于10帕,并应有指示压差的装置。 现场查看是否配备了指示压差的装置,空气洁净级别不同的洁净室(区)之间以及洁净室(区)与室外大气的静压差是否符合要求。 |
|
|
2.9.3 |
口罩产品和其他产品在相同洁净级别的同一洁净车间生产时,应确保不同功能区域(操作间)之间保持适当的压差梯度。 现场查看相同洁净级别的不同功能区域(操作间),污染程度高的区域(如口罩生产区域)应当与其相邻区域保持适当的压差梯度。 |
|
|
2.13.1 |
与产品使用表面直接接触、不需清洁处理即使用的初包装材料,其生产环境洁净度级别的设置应当遵循与产品生产环境的洁净度级别相同的原则,使初包装材料的质量满足所包装产品的要求。 |
|
|
2.15.1 |
洁净工作服清洗干燥间、洁具间、专用工位器具的末道清洁处理与消毒的区域的空气洁净度级别可低于生产区一个级别,但不得低于300000级。 |
|
|
2.16.1 |
洁净室(区)应当按照医疗器械的生产工艺流程及所要求的空气洁净度级别进行合理布局,人流、物流走向应当合理。同一洁净室(区)内或相邻洁净室(区)间的生产操作不得互相交叉污染。 现场查看洁净室(区)的人流、物流走向是否合理,是否能够避免交叉污染。 洁净室(区)和非洁净室(区)之间应有缓冲设施。 |
|
|
2.17.1 |
洁净室(区)空气洁净度级别指标应当符合医疗器械相关行业标准的要求。 查看环境检测报告,是否符合选定级别的标准(YY0033)要求。 |
|
|
2.18.1 |
洁净室(区)的温度和相对湿度应当与产品生产工艺要求相适应。无特殊要求时,温度应当控制在18~28 ℃ ,相对湿度控制在45%~65%。 现场查看温湿度装置及记录,是否符合要求。 |
|
|
2.19.1 |
进入洁净室(区)的管道、进回风口布局应当合理,水、电、气输送线路与墙体接口处应当可靠密封,照明灯具不得悬吊。 |
|
|
2.20.1 |
洁净室(区)内和受控室(区)操作台应当光滑、平整、不脱落尘粒和纤维,不易积尘并便于清洁处理和消毒。 |
|
|
2.21.1 |
生产厂房应当设置防尘、防止昆虫和其他动物进入的设施。 |
|
|
2.21.2 |
洁净室(区)的门、窗及安全门应当密闭,洁净室(区)的门应当向洁净度高的方向开启,洁净室(区)的内表面应当便于清洁,不受清洁和消毒的影响。 |
|
|
2.21.4 |
洁净室(区)内,水池或地漏应当有适当的设计和维护,并安装易于清洁且带有空气阻断功能的装置以防倒灌,同外部排水系统的连接方式应当能够防止微生物的侵入。 若存在100级洁净室(区)不得设置地漏。 |
|
|
2.22.1 |
洁净室(区)内使用的压缩空气等工艺用气均应当经过净化处理。 现场查看工艺用气的净化处理装置及管路设置,工艺用气是否经过净化处理。 |
|
|
|
2.22.2 |
受控区域应控制厂房空气清洁度,定期对车间环境、设备进行清洁消毒、进入车间进行换鞋、洗手、穿戴工作帽、工作服、口罩,手消毒,采取加装无臭氧紫外灯,定期对生产环境进行消毒,生产区域门窗关闭等措施加强对生产环境控制。 |
|
2.23.1 |
洁净室(区)内的人数应当与洁净室(区)面积相适应。 查看验证记录,是否对现场工作人员数量上限进行验证,确认能够满足洁净控制要求。核实现场工作人员数量并查看相关记录,不应超过验证时所确认的现场工作人员数量上限。 |
|
|
设 备 |
*3.1.1 |
应当配备与所生产产品和规模相匹配的如切片成型、鼻线贴合、耳带点焊、折叠封边、包装、灭菌(可委外)等相应工序匹配的生产设备、工艺装备,应当确保有效运行。 对照生产工艺流程图,查看设备清单,所列设备是否满足生产需要;核查现场设备是否与设备清单相关内容一致;应当制定设备管理制度。尤其针对不同型号/规格的产品要核查企业是否配备相应的工装模具(刀具)。 |
|
3.2.1 |
生产设备的设计、选型、安装、维修和维护应当符合预定用途,便于操作、清洁和维护。 查看生产设备验证记录,确认是否满足预定要求。现场查看生产设备是否便于操作、清洁和维护。 |
|
|
3.2.2 |
生产设备应当有明显的状态标识,防止非预期使用。 现场查看生产设备标识。 |
|
|
3.2.3 |
应当建立主要生产设备使用、清洁、维护和维修的操作规程,并保存相应的设备操作记录。 |
|
|
*3.3.1 |
应当配备与产品检验要求相适应的检验仪器和设备,主要检验仪器和设备应当具有明确的操作规程。 对照产品检验要求和检验方法,核实企业是否具备相关检测设备。主要检测设备是否制定了操作规程。(主要检测仪器清单见附件1) |
|
|
3.4.1 |
应当建立检验仪器和设备的使用记录,记录内容应当包括使用、校准、维护和维修等情况。 |
|
|
3.5.1 |
应当配备适当的计量器具,计量器具的量程和精度应当满足使用要求,计量器具应当标明其校准有效期,保存相应记录。 查看计量器具的校准记录,确定是否在有效期内使用。 |
|
|
3.6.1 |
生产设备、工艺装备和工位器具应当符合洁净环境控制和工艺文件的要求。 |
|
|
3.7.1 |
洁净室(区)空气净化系统应当经过确认并保持连续运行,维持相应的洁净度级别,并在一定周期后进行再确认。 查看洁净室(区)空气净化系统的确认和再确认记录。 |
|
|
3.7.2 |
若停机后再次开启空气净化系统,应当进行必要的测试或验证,以确认仍能达到规定的洁净度级别要求。 如果洁净室(区)空气净化系统不连续使用,应当通过验证明确洁净室(区)空气净化系统重新启用的要求,并查看每次启用空气净化系统前的操作记录是否符合控制要求。 如果未进行验证,在停机后再次开始生产前应当对洁净室(区)的环境参数进行检测,确认达到相关标准要求。 |
|
|
*3.8.1 |
应当确定所需要的工艺用水。当生产过程中使用工艺用水时,应当配备相应的制水设备,并有防止污染的措施,用量较大时应当通过管道输送至洁净室(区)的用水点。工艺用水应当满足产品质量的要求。 |
|
|
3.9.1 |
应当制定工艺用水的管理文件,工艺用水的储罐和输送管道应当满足产品要求,并定期清洗、消毒。 现场查看工艺用水的储罐和输送管道应当用不锈钢或其他无毒材料制成,应当定期清洗、消毒并进行记录。 |
|
|
3.10.1 |
与物料或产品直接接触的设备、工艺装备及管道表面应当光洁、平整、无颗粒物质脱落、无毒、耐腐蚀,不与物料或产品发生化学反应和粘连,易于清洁处理、消毒或灭菌。 |
|
|
文 件 管 理 |
*4.1.1 |
应当建立健全质量管理体系文件,包括质量方针和质量目标、质量手册、程序文件、技术文件和记录,以及法规要求的其他文件。 质量方针应当在企业内部得到沟通和理解;应当在持续适宜性方面得到评审。质量目标应当与质量方针保持一致;应当根据总的质量目标,在相关职能和层次上进行分解,建立各职能和层次的质量目标;应当包括满足产品要求所需的内容;应当可测量、可评估;应当有具体的方法和程序来保障。 |
|
4.1.2 |
质量手册应当对质量管理体系作出规定。 查看企业的 质量手册,应当包括企业质量目标、组织机构及职责、质量体系的适用范围和要求。 |
|
|
4.1.3 |
程序文件应当根据产品生产和质量管理过程中需要建立的各种工作程序而制定,包含本规范所规定的各项程序文件。 |
|
|
*4.1.4 |
技术文件应当包括产品技术要求及相关标准、生产工艺规程、作业指导书、检验和试验操作规程、安装和服务操作规程等相关文件。 |
|
|
4.2.1 |
应当建立文件控制程序,系统地设计、制定、审核、批准和发放质量管理体系文件。 |
|
|
4.2.2 |
文件的起草、修订、审核、批准、替换或撤销、复制、保管和销毁等应当按照控制程序管理,并有相应的文件分发、撤销、复制和销毁记录。 |
|
|
4. 2.3 |
文 件更新或修订时应当按照规定评审和批准,能够识别文件的更改和修订状态。 查看相关记录确认文件的更新或修订是否经过评审和批准;其更改和修订状态是否能够得到识别。 |
|
|
4.2.4 |
分发和使用的文件应当为适宜的文本,已撤销或作废的文件应当进行标识,防止误用。 到工作现场抽查现场使用的文件,确认是否是有效版本。作废文件是否明确标识。 |
|
|
4.3.1 |
应当确定作废的技术文件等必要的质量管理体系文件的保存期限,满足产品维修和产品质量责任追溯等需要。 保存期限应当不少于企业所规定的医疗器械寿命期。 |
|
|
4. 4.1 |
应当建立记录控制程序,包括记录的标识、保管、检索、保存期限和处置要求等。 |
|
|
4.4.2 |
记录应当保证产品生产、质量控制等活动可追溯性。 |
|
|
4.4.3 |
记录应当清晰、完整,易于识别和检索,防止破损和丢失。 |
|
|
4.4.4 |
记录不得随意涂改或销毁,更改记录应当签注姓名和日期,并使原有信息仍清晰可辨,必要时,应当说明更改的理由。 |
|
|
4.4.5 |
记录的保存期限至少相当于生产企业所规定的医疗器械的寿命期,但从放行产品的日期起不少于2年,或符合相关法规要求,并可追溯。 |
|
|
设计开发 |
5.1.1 |
应当建立设计控制程序并形成文件,对医疗器械的设计和开发过程实施策划和控制。 查看设计控制程序文件,应当清晰、可操作,能控制设计开发过程,至少包括以下内容:
1.设计和开发的各个阶段的划分;
|
|
5.2.1 |
在进行设计和开发策划时,应当确定设计和开发的阶段及对各阶段的评审、验证、确认和设计转换等活动,应当识别和确定各个部门设计和开发的活动和接口,明确职责和分工。
查看设计和开发策划资料,应当根据产品的特点,对设计开发活动进行策划,并将策划结果形成文件。至少包括以下内容:
3.应当识别和确定各个部门设计和开发的活动和接口,明确各阶段的人员或组织的职责、评审人员的组成,以及各阶段预期的输出结果;
应当按照策划实施设计和开发,当偏离计划而需要修改计划时,应当对计划重新评审和批准。 |
|
|
5.3.1 |
设计和开发输入应当包括预期用途规定的功能、性能和安全要求、法律法规、国家标准、行业标准、风险管理控制措施和其他要求。 |
|
|
5.3.2 |
应当对设计和开发输入进行评审并得到批准,保持相关记录。 |
|
|
*5.4.1 |
设计和开发输出应当满足输入要求,包括采购、生产和服务所需的相关信息、产品技术要求等。 查看设计和开发输出资料,至少符合以下要求: 1.采购信息,如原材料、包装材料、组件和部件技术要求; 2.生产和服务所需的信息,如产品图纸、切片、焊接、封口、灭菌等工序作业指导书、环境要求等; 3.产品技术要求; 4.产品检验规程或指导书; 5.规定产品的安全和正常使用所必须的产品特性,如产品使用说明书、包装和标签要求等。产品使用说明书是否与注册申报和批准的一致; 6.标识和可追溯性要求; 7.提交给注册审批部门的文件,如研究资料、产品技术要求、注册检验报告、临床评价资料(如有)、医疗器械安全有效基本要求清单等; 8.样机或样品; 9.生物学评价结果和记录,包括材料的主要性能要求。 |
|
|
5.4.2 |
设计和开发输出应当得到批准,保持相关记录。 |
|
|
5.5.1 |
应当在设计和开发过程中开展设计和开发到生产的转换活动,以使设计和开发的输出在成为最终产品规范前得以验证,确保设计和开发输出适用于生产。 查看相关文件,至少符合以下要求: 1.应当在设计和开发过程中开展设计转换活动以解决可生产性、部件及材料的可获得性、所需的生产设备、操作人员的培训等; 2.设计转换活动应当将产品的每一技术要求正确转化成与产品实现相关的具体过程或程序; 3.设计转换活动的记录应当表明设计和开发输出在成为最终产品规范前得到验证,并保留验证记录,以确保设计和开发的输出适于生产; 4.应当对特殊过程的转换进行确认,确保其结果适用于生产,并保留确认记录。 |
|
|
5.6.1 |
应当在设计和开发的适宜阶段安排评审,保持评审结果及任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当按设计开发策划的结果,在适宜的阶段进行设计和开发评审; 2.应当保持设计和开发评审记录,包括评审结果和评审所采取必要措施的记录。 |
|
|
5.7.1 |
应当对设计和开发进行验证,以确保设计和开发输出满足输入的要求,并保持验证结果和任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当结合策划的结果,在适宜的阶段进行设计和开发验证,确保设计开发输出满足输入的要求; 2.应当保持设计和开发验证记录、验证结果和任何必要措施的记录; 3.若设计和开发验证采用的是可供选择的计算方法或经证实的设计进行比较的方法,应当评审所用的方法的适宜性,确认方法是否科学和有效。 |
|
|
5.8.1 |
应当对设计和开发进行确认,以确保产品满足规定的使用要求或者预期用途的要求,并保持确认结果和任何必要措施的记录。 查看相关文件和记录,至少符合以下要求: 1.应当在适宜阶段进行设计和开发确认,确保产品满足规定的使用要求或预期用途的要求; 2.设计和开发确认活动应当在产品交付和实施之前进行; 3.应当保持设计和开发确认记录,包括临床评价或临床试验的记录,保持确认结果和任何必要措施的记录。 |
|
|
5.9.1 |
确认可采用临床评价或者性能评价。进行临床试验时应当符合医疗器械临床试验法规的要求。 查看临床评价报告及其支持材料。若开展临床试验应当符合法规要求,并提供相应的证明材料。对于需要进行临床评价或性能评价的医疗器械,应当能够提供评价报告和(或)材料。 |
|
|
5.10.1 |
应当对设计和开发的更改进行识别并保持记录。(如设备、原材料供应商/生产企业、无纺布型号规格、工艺发生变化、检验机构对受检样品提出了整改要求等) |
|
|
5.10.2 |
必要时,应当对设计和开发更改进行评审、验证和确认,并在实施前得到批准。 查看设计和开发更改的评审记录,至少符合以下要求: 3. 应当包括更改对产品组成部分和已交付产品的影响; 4. 设计和开发更改的实施应符合医疗器械产品注册的有关规定; 设计更改的内容和结果涉及到改变医疗器械产品注册证(备案凭证)所载明的内容时,企业应当进行风险分析,并按照相关法规的规定,申请变更注册(备案),以满足法规的要求。 |
|
|
*5.10.3 |
当选用的材料、零件或者产品功能的改变可能影响到医疗器械产品安全性、有效性时,应当评价因改动可能带来的风险,必要时采取措施将风险降低到可接受水平,同时应当符合相关法规的要求。 |
|
|
5.11.1 |
应当在包括设计和开发在内的产品实现全过程中,制定风险管理的要求并形成文件,保持相关记录。 查看风险管理文件和记录,至少符合以下要求: 1.风险管理应当覆盖企业开发的产品实现的全过程; 2.应当建立对医疗器械进行风险管理的文件,保持相关记录,以确定实施的证据; 3.应当将医疗器械产品的风险控制在可接受水平。 |
|
|
5.12.1 |
生产企业灭菌的,应明确灭菌工艺(方法和参数)和无菌保证水平(SAL),并提供灭菌确认报告。(无菌产品适用) |
|
|
5.13.1 |
如灭菌使用的方法容易出现残留,应当明确残留物信息及采取的处理方法。 (无菌产品适用) |
|
|
采购 |
*6. 1.1 |
应当建立采购控制程序。 采购程序内容至少包括:采购流程、合格供应商的选择、评价和再评价规定、采购物品检验或验证的要求、采购记录的要求。 |
|
*6.1.2 |
应当确保采购物品符合规定的要求,且 不低于 法律法规的相关规定和国家强制性标准的相关要求。 重点检查熔喷无纺布细菌过滤效率/颗粒过滤效率应符合相应产品的国家标准、行业标准。 |
|
|
6.2.1 |
应当根据采购物品对产品的影响,确定对采购物品实行控制的方式和程度。 查看对采购物品实施控制方式和程度的规定,核实控制方式和程度能够满足产品要求。 |
|
|
6.3.1 |
应当建立供应商审核制度,对供应商进行审核评价。必要时,应当进行现场审核。 是否符合《医疗器械生产企业供应商审核指南》的要求。 |
|
|
6.3.2 |
应当保留供方评价的结果和评价过程的记录。 |
|
|
*6.4.1 |
应当与主要原材料供应商 (无纺布、耳带、鼻条、初包装) 签订质量协议,明确双方所承担的质量责任。 |
|
|
6.5.1 |
采购时应当明确采购信息,清晰表述采购要求,包括采购物品类别、验收准则、规格型号、规程、图样等内容。 从采购清单中抽查相关采购物品的采购要求,确认是否符合要求。 |
|
|
6.5.2 |
应当建立采购记录,包括采购合同、原材料清单、供应商资质证明文件、质量标准、检验报告及验收标准等。 无纺布质量要求主要有外观、尺寸、单位质量、细菌过滤效率、颗粒过滤效率(熔喷无纺布) |
|
|
*6.5.3 |
采购记录应当满足可追溯要求。 核查主要原材料购入时间或供货时间与样品试生产时间是否对应,购入量是否满足样品试生产的需求,应当有检验报告。 |
|
|
*6.6.1 |
应当对采购物品进行检验或验证,需要进行生物学评价的材料,采购物品应当与经生物学评价的材料相同。 查看采购物品的检验或验证记录 , 是否对无纺布外观、尺寸、单位面积质量、细菌过滤效率、颗粒过滤效率(熔喷无纺布)项目进行了检验或验证,核对送检产品所需的无纺布原材料是否与现场一致,提供原材料或成品生物学评价材料,是否符合要求。 |
|
|
6.8.1 |
无菌医疗器械的初包装材料应当适用于所用的灭菌过程或无菌加工的包装要求,并执行相应法规和标准的规定,确保在包装、运输、贮存和使用时不会对产品造成污染。(无菌产品适用)
查看企业对所用的初包装材料进行选择和/或确认的资料;
|
|
|
6.8.2 |
应当根据产品质量要求确定所采购初包装材料的初始污染菌可接受水平并形成文件,按照文件要求对采购的初包装材料进行进货检验并保持相关记录。(无菌产品适用) 查看采购文件是否确定了所采购 初包装材料的初始污染菌可接受水平;查看进货检验记录,是否符合文件要求。 |
|
|
生 产 管 理 |
*7.1.1 |
应当按照建立的质量管理体系进行生产,以保证一次性使用医用口罩符合YY/T 0969-2013、医用外科口罩符合YY 0469-2011、医用防护口罩符合GB 19083-2010和经注册的产品技术要求。 |
|
*7.2.1 |
应当编制生产工艺规程、作业指导书等,明确关键工序和特殊过程。 查看相关文件,是否明确关键工序和特殊过程。对关键工序和特殊过程的重要参数是否做验证或确认的规定。一般耳带焊接为关键工序,封口、灭菌为特殊过程。 |
|
|
7.3.1 |
应当明确无纺布、耳带、鼻条的清洁消毒方法和要求,并对清洁消毒效果进行验证。 |
|
|
7.4.1 |
应当根据YY0033要求对洁净室(区)进行监测,并保存记录。 |
|
|
7.5.1 |
应当对生产的特殊过程进行确认,并保存记录,包括确认方案,确认方法、操作人员、结果评价、再确认等内容。 |
|
|
7.5.2 |
生产过程中采用的计算机软件对产品质量有影响的,应当进行验证和确认。 查看企业全自动口罩机控制软件的验证和确认记录。 |
|
|
*7.6.1 |
每批产品均应当有生产记录,并满足可追溯的要求。 首次注册可重点核对注册检验所用样品的批记录,检验报告中的送检样品批号及型号规格、送检时间、检验依据、检验结论、关键原材料等信息,及后附检验样品照片、标签等信息,应当与生产批记录、产品留样相符并可追溯。 |
|
|
7.6.2 |
生产记录应当包括:产品名称、规格型号、原材料批号、生产批号或产品编号、生产日期、数量、主要设备、工艺参数、操作人员等内容。 |
|
|
7.7.1 |
应当建立产品标识控制程序,用适宜的方法对产品进行标识,以便识别,防止混用和错用。 |
|
|
*7.8.1 |
应当在生产过程中标识产品的检验状态,防止不合格中间产品流向下道工序。 查看是否对检验状态标识方法 作 出规定,现场查看生产过程中的检验状态标识,是否符合文件规定。 |
|
|
*7.9.1 |
应当建立产品的可追溯性程序,规定产品追溯范围、程度、标识和必要的记录。 鼓励生产企业采取条形码、二维码等现代化方式进行产品追溯。 纺粘无纺布、熔喷无纺布应追溯到生产企业及批号/编号;其他原材料应至少追溯到生产企业。 |
|
|
* 7.10.1 |
产品的说明书、标签应当符合相关法律法规及标准要求。 |
|
|
7.11.1 |
应当建立产品防护程序,规定产品及其组成部分的防护要求,包括污染防护、静电防护、粉尘防护、腐蚀防护、运输防护等要求。防护应当包括标识、搬运、包装、贮存和保护等。 现场查看产品防护程序是否符合规范要求;现场查看并抽查相关记录,确认产品防护符合要求。 |
|
|
7.12.1 |
生产过程中产生超声波啸叫声的车间,工人应配备必要的防护措施,进行有效控制,保障其工作环境。 |
|
|
7.13.1 |
应当制定洁净室(区)的卫生管理文件,按照规定对洁净室(区)进行清洁处理和消毒,并保留记录。 查看洁净室(区)工艺卫生管理文件和记录,工艺卫生管理文件应当包含下列内容: 1.设备清洁规定;2.工装模具清洁规定;3.工位器具清洁规定; 4.物料清洁规定;5.操作台、场地、墙壁、顶棚清洁规定; 6.清洁工具的清洁及存放规定;7.洁净室(区)空气消毒规定;8.消毒剂选择、使用的管理规定。 现场查看洁净室(区)内的清洁卫生工具,是否使用无脱落物、易清洗、易消毒,是否按用途分类使用,不同洁净室(区)的清洁工具不得跨区使用。 |
|
|
7.13.2 |
所用的消毒剂或消毒方法不得对设备、工艺装备、物料和产品造成污染。 查看相关文件,是否对消毒剂或消毒方法 作 出规定,应包括消毒剂品种、使用时间、频次、更换周期等内容,应保留相关的记录。 应当对所选择的消毒方法、选用的消毒剂进行效果评价或验证;所用的消毒剂或消毒方法不应当对设备、工艺装备、物料和产品造成污染。 现场查看所使用的消毒剂是否符合文件规定,是否按期进行更换。 |
|
|
7.13.3 |
消毒剂品种应当定期更换,防止产生耐药菌株。 |
|
|
7.15.1 |
应当制定工位器具的管理文件,所选用的工位器具应当能避免产品在存放和搬运中被污染和损坏。 查看 工位器具的管理文件,是否符合要求。 现场查看工位器具是否满足产品防护要求,表面是否光洁、平整、易于清洗和消毒、无物质脱落;是否能够 避免产品在存放和搬运中被污染和损坏 ;工位器具是否按区域存放,不同区域的工位器具是否严格区别和分开,有明显标识。 |
|
|
7.16.1 |
进入洁净室(区)的物品,包括原料和零配件等必须按程序进行净化处理。 查看进入洁净室(区)的物品,包括原料和零配件的净化程序及其设施,净化程序和设施是否能有效去除生产过程中的物品,包括原料和零配件等的污染物。 |
|
|
7.17.1 |
应当建立清场的管理规定,以防止产品的交叉污染,并作好清场记录。 是否根据生产工艺制定清场的管理规定及记录 。 现场查看上次生产遗留物的处理是否符合规定。 |
|
|
7.18.1 |
应当建立批号管理规定,明确生产批号和灭菌批号的关系,规定每批产品应形成的记录 。 查看是否建立了批号管理文件,是否明确了原材料批、生产批、灭菌批、中间品批等批号的编写方法,规定生产批和灭菌批组批方法,是否明确了生产批号和灭菌批号的关系,生产批的划分是否符合企业相关文件的规定。是否明确了每批应形成的记录。 注:生产批是指同一批原材料、同一工艺条件下连续生产出的产品。 灭菌批是指在同一灭菌柜内、同一工艺条件下灭菌的具有相同无菌保证水平的产品。 |
|
|
7.20.1 |
应当建立无菌医疗器械灭菌过程确认程序并形成文件。 (无菌产品适用) 查看灭菌过程确认的程序文件,是否符合要求。 |
|
|
*7.20.2 |
灭菌过程应当按照相关标准要求在初次实施前进行确认,必要时再确认,并保持灭菌过程确认记录。 (无菌产品适用) 在初次对产品进行灭菌前,是否对灭菌过程进行确认。在产品、灭菌设备、工艺参数等发生变化时是否对灭菌过程进行再确认。 灭菌过程的确认是否符合GB18279《医疗保健产品灭菌环氧乙烷第1部分:医疗器械灭菌过程的开发、确认和常规控制要求》的规定,记录或报告是否经过评审和批准。是否保持了灭菌过程确认的记录。 通过灭菌确认,确定初包装及产品的初始污染菌可接受水平。 |
|
|
7.21.1 |
应当制定灭菌过程控制文件,保持每一灭菌批的灭菌过程参数记录,灭菌记录应当可追溯到产品的每一生产批。 (无菌产品适用) 查看灭菌过程控制文件,这些文件应包括:灭菌工艺文件;灭菌设备操作规程;灭菌设备的维护、保养规定;适用时应包括环氧乙烷进货及存放控制; 灭菌过程的确认和再确认。 现场查看灭菌设备的过程参数和相关记录,是否符合经确认的灭菌工艺, 灭菌设备是否有自动监测及记录装置,灭菌过程和参数记录是否完整、齐全,有可追溯性。 若企业委外灭菌,至少应要求对方提供每一灭菌批的灭菌过程参数记录。 |
|
|
7.23.1 |
应当根据对产品质量影响的程度规定各种无菌医疗器械产品和材料的贮存条件,贮存场所应当具有相应的环境监控设施,应当控制和记录贮存条件,贮存条件应当在标签或使用说明书中注明。 ( 无菌产品适用 ) |
|
|
质 量 控制 |
8.1.1 |
应当建立质量控制程序,规定产品检验部门、人员、操作等要求。 查看质量控制程序,是否对产品的检验部门职责、人员资质、检验操作规程等作出规定。 |
|
8.1.2 |
应当规定检验仪器和设备的使用、校准等要求,以及产品放行的程序。 查看质量控制程序,是否对检验仪器、设备的使用和校准作出规定。 |
|
|
8.2.1 |
应当定期对检验仪器和设备进行校准或检定,并予以标识。 查看检验仪器和设备是否按照规定实施了校准或检定,是否进行了标识。 |
|
|
8.2.2 |
应当规定检验仪器和设备在搬运、维护、贮存期间的防护要求,防止检验结果失准。 |
|
|
8.2.3 |
当发现检验仪器和设备不符合要求时,应当对以往检验结果进行评价,并保存相关记录。 查看设备使用、维护记录,当检验仪器设备不符合要求的情况,是否对以往检测的结果进行了评价,并保存相关记录。 |
|
|
8.2.4 |
对用于检验的计算机软件,应当进行验证和确认。 |
|
|
*8.3.1 |
应当根据强制性标准以及经注册或者备案的产品技术要求制定产品的检验规程 ,并出具相应的检验报告或证书 。 查看产品检验规程是否涵盖强制性标准以及经注册或者备案的产品技术要求 的性能指标 ;确认检验记录是否能够证实产品符合要求;查看是否根据检验规程及检验结果出具相应的检验报告或证书。 |
|
|
8.3.2 |
需要常规控制的进货检验 (如外观、尺寸、单位面积质量、细菌过滤效率、颗粒过滤效率) 、过程检验和成品检验项目不得进行委托检验。 |
|
|
*8.4.1 |
每批产品均应当有批检验记录,并满足可追溯要求。 |
|
|
8.4.2 |
检验记录应当包括进货检验、过程检验和成品检验的检验记录、检验报告或证书等。 检验要求应当不低于强制性标准要求和国家有关产品的相关规定。 一次性使用医用口罩成品检验项目至少应当包括:(1)外观(2)结构与尺寸(3)鼻夹(4)口罩带(5)细菌过滤效率(6)通气阻力(7)微生物指标(8)环氧乙烷残留量(无菌产品) 医用外科口罩成品检验项目至少应当包括:(1)外观(2)结构与尺寸(3)鼻夹(4)口罩带(5)过滤效率(细菌和非油性颗粒)(6)压力差(7)阻燃性能(8)合成血液穿透(9)微生物指标(10)环氧乙烷残留量(无菌产品) 医用防护口罩成品检验项目至少应当包括:(1)外观(2)尺寸(3)鼻夹(4)口罩带(5)过滤效率(6)气流阻力(7)合成血液穿透(8)表面抗湿性(9)阻燃性能(若适用)(10)密合性(11)微生物指标(12)环氧乙烷残留量(无菌产品) |
|
|
*8.5.1 |
应当规定产品放行程序、条件和放行批准要求。 查看产品放行程序,是否明确了放行的条件和放行批准的要求。应当规定有权放行产品人员及其职责权限,并应当保持批准的记录。 |
|
|
8.5.2 |
放行的产品应当附有合格证明。 |
|
|
8.6.1 |
应当根据产品和工艺特点制定留样管理规定,按规定进行留样,并保持留样观察记录。 |
|
|
*8.7.1 |
应当具备无菌、微生物限度和阳性对照的检测能力和条件。 现场查看是否具备无菌、微生物限度和阳性对照的检测条件,是否配备了相应的设备、检测人员以及相关的培养基和试剂(设备有:超净工作台、培养箱、压力蒸汽灭菌器、生物安全柜等。主要培养基、试剂、对照菌种清单见附件2)。 |
|
|
8.8.1 |
应当对工艺用水进行监控和定期检测,并保持监控记录和检测报告。 查看是否有工艺用水管理规定,工艺用水检测项目和检测要求是否符合相应级别的水质要求,是否规定了取样点和检测的频次等内容。 现场查看生化实验室是否有用于工艺用水检验的有关设备、器具、试剂及储存环境,试剂如为自行制备,是否标识试剂名称、制备人、制备日期以及有效期等信息。 查看工艺用水监控记录、检测报告是否符合文件的规定要求 。 |
|
|
8.9.1 |
应当按照医疗器械相关行业标准要求对洁净室(区)的尘粒、浮游菌或沉降菌、换气次数或风速、静压差、温度和相对湿度进行定期检(监)测,并保存检(监)测记录。 查看洁净室(区)的监测记录,检查项目和检测周期是否符合YY0033标准要求。 现场查看使用的培养基是否符合GB/T 16294-2010中规定的要求。 现场查看是否配备了尘埃粒子计数器、风速仪(或风量罩)、温湿度计、压差计等设备,是否经过检定或校准,是否在有效期内。 现场查看压差、温湿度等是否符合文件规定要求。 |
|
|
8.10.1 |
应当根据产品质量要求确定产品的初始污染菌的控制水平并形成文件,明确中间品的存储环境要求和存放时间。 查看是否有产品的初始污染菌控制水平的文件规定,文件中是否明确了中间品的存储环境要求和存放时间。 |
|
|
8.10.2 |
按文件要求定期检测并保持相关记录。 查看初始污染菌检测记录,是否符合文件规定要求。 |
|
|
8.10.3 |
应当定期对检测记录进行汇总和趋势分析。 |
|
|
8.11.1 |
应根据产品留样目的确定留样数量和留样方式(按生产批或灭菌批等留样),制定留样管理办法。 查看是否制定了留样管理办法,并确保每个生产批或灭菌批均应留样(文件中是否根据留样的目的明确了留样的数量、留样方式、观察方法、观察频次等内容)。 现场查看是否有留样室(或留样区),留样室(或留样区)的环境是否满足产品质量特性的要求,是否配备了满足产品质量要求的环境监测设备,是否有记录。 |
|
|
8.11.2 |
应当作好留样观察或检验记录。 查看留样台账、留样观察或检验记录是否符合文件规定要求。 |
|
|
销 售 和 售 后 服务 |
*9.1.1 |
应当建立产品销售记录,并满足可追溯要求。 |
|
9.1.2 |
销售记录至少应当包括:医疗器械名称、规格、型号、数量、生产批号、有效期、销售日期、购货单位名称、地址、联系方式等内容。 |
|
|
9.2.1 |
直接销售自产产品或者选择医疗器械经营企业,应当符合医疗器械相关法规和规范要求。 |
|
|
9.2.2 |
发现医疗器械经营企业存在违法违规经营行为时,应当及时向当地食品药品监督管理部门报告。 |
|
|
9.3.1 |
应当具备与所生产产品相适应的售后服务能力,建立健全售后服务制度。 |
|
|
9.3.2 |
应当规定售后服务要求并建立售后服务记录,并满足可追溯的要求。 |
|
|
9.5.1 |
应当建立顾客反馈处理程序,对顾客反馈信息进行跟踪分析。 查看程序文件是否对上述活动的实施作出了规定,并对顾客反馈信息进行了跟踪和分析。 |
|
|
不 合 格 品 控 制 |
10.1.1 |
应当建立不合格品控制程序,规定不合格品控制的部门和人员的职责与权限。 |
|
*10.2.1 |
应当对不合格品进行标识、记录、隔离、评审,根据评审结果,应当对不合格品采取相应的处置措施。 现场查看不合格品的标识、隔离是否符合程序文件的规定,抽查不合格品处理记录,是否按文件的规定进行评审。 |
|
|
10.3.1 |
在产品销售后发现产品不合格时,应及时采取相应措施,如召回、销毁等措施。现场查看在产品销售后发现不合格时的处置措施,是否召回和销毁等。 |
|
|
10.4.1 |
不合格品可以返工的,企业应当编制返工控制文件。返工控制文件应当包括作业指导书、重新检验和重新验证等内容。 查看返工控制文件,是否对可以返工的不合格品作出规定;抽查返工活动记录,确认是否符合返工控制文件的要求。 |
|
|
10.4.2 |
不能返工的,应当建立相关处置制度。 |
|
|
不良事件监测 、 分 析和改进 |
11.1.1 |
应当指定相关部门负责接收、调查、评价和处理顾客投诉,并保持相关记录。 查看有关职责权限的文件,确定是否对上述活动作出了规定。 |
|
*11.2.1 |
应当按照有关法规要求建立医疗器械不良事件监测制度,开展不良事件监测和再评价工作,保持相关记录。 查看企业建立的不良事件的监测制度,是否 规定了可疑不良事件管理人员的职责、报告原则、上报程序、上报时限,制定了启动实施医疗器械再评价的程序和文件等,并符合法规要求。 查看相关记录,确认是否存在不良事件,并按规定要求实施。 |
|
|
11.3.1 |
应当建立数据分析程序,收集分析与产品质量、不良事件、顾客反馈和质量管理体系运行有关的数据 , 验证产品安全性和有效性, 并保持相关记录 。 查看数据分析的实施记录,是否按程序规定进行,是否应用了统计技术并保留了数据分析结果的记录。 |
|
|
11.4.1 |
应当建立纠正措施程序,确定产生问题的原因,采取有效措施,防止相关问题再次发生。 |
|
|
11.4.2 |
应当建立预防措施程序,确定潜在问题的原因,采取有效措施,防止问题发生。 |
|
|
*11.5.1 |
对存在安全隐患的医疗器械,应当按照有关法规要求采取召回等措施,并按规定向有关部门报告。 |
|
|
11.6.1 |
应当建立产品信息告知程序,及时将产品变动、使用等补充信息通知使用单位、相关企业或消费者。 |
|
|
11.7.1 |
应当建立质量管理体系内部审核程序,规定审核的准则、范围、频次、参加人员、方法、记录要求、纠正预防措施有效性的评定等内容,以确保质量管理体系符合本规范的要求。 查看内部审核程序是否包括了上述内容。查看内审资料,实施内审的人员是否经过培训,内审的记录是否符合要求,针对内审发现的问题是否采取了纠正措施,是否有效。 |
|
|
*11.8.1 |
应当定期开展管理评审,对质量管理体系进行评价和审核,以确保其 持续的适宜性、充分性和有效性。 查看 管理评审文件和记录,应包括管理评审计划、管理评审报告以及相关改进措施,管理评审报告中是否包括了对法规符合性的评价。 是否在规定时间内进行了管理评审,是否提出了改进措施并落实具体职责和要求,是否按计划实施。 |
检查结论为“整改后复查”的,企业应当在现场检查结束后的规定时限内(注册核查在6个月内,生产许可(含变更)在30天内)完成整改并向原审查部门一次性提交整改报告,审查部门必要时可安排进行现场复查,符合要求的,结论为“通过检查”;在规定时限内未能提交整改报告或经复查仍存在不符合项的,结论为“未通过检查”。在生产许可延续现场检查中发现企业存在不符合项目的,应当通知企业限期整改,整改后仍不符合要求的,不予延续。
附件: 1.主要检测设备清单
2.微生物指标检测培养基、试剂、对照菌种清单
附件 1
主要检测设备清单
一、一次性使用医用口罩
|
序号 |
项目 |
主要检测设备举例 |
|
1 |
外观 |
目测 |
|
2 |
结构与尺寸 |
通用或专用量具 |
|
3 |
鼻夹 |
通用或专用量具 |
|
4 |
口罩带 |
10N砝码、或电子拉力机、或推拉力计 |
|
5 |
细菌过滤效率 |
细菌过滤效率检测仪、恒温恒湿试验箱 |
|
6 |
通气阻力 |
气流阻力检测仪 |
|
7 |
微生物检测 |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜、霉菌培养箱、生物安区柜、超净工作台 |
|
8 |
环氧乙烷残留量 |
紫外分光光度计或气相色谱仪 |
二、医用外科口罩
|
序号 |
项目 |
主要检测设备举例 |
|
1 |
外观 |
目测 |
|
2 |
结构与尺寸 |
通用或专用量具 |
|
3 |
鼻夹 |
通用或专用量具 |
|
4 |
口罩带 |
10N砝码、或电子拉力机、或推拉力计 |
|
5 |
过滤效率 |
细菌过滤效率检测仪、颗粒过滤性能测试仪、恒温恒湿试验箱 |
|
6 |
压力差 |
气流阻力检测仪 |
|
7 |
阻燃性能 |
阻燃性能测试仪 |
|
8 |
合成血液穿透 |
合成血液穿透测试仪、恒温恒湿试验箱、表面张力仪 |
|
9 |
微生物检测 |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜、霉菌培养箱、生物安区柜、超净工作台 |
|
10 |
环氧乙烷残留量 |
气相色谱仪 |
三、医用防护口罩
|
序号 |
项目 |
主要检测设备举例 |
|
1 |
外观 |
目测 |
|
2 |
尺寸 |
通用或专用量具 |
|
3 |
鼻夹 |
目测、手动调节 |
|
4 |
口罩带 |
10N砝码、或电子拉力机、或推拉力计 高低温试验箱(70℃±3℃、-30℃±3℃) |
|
5 |
过滤效率 |
颗粒过滤性能测试仪、高低温试验箱(70℃±3℃、-30℃±3℃) |
|
6 |
气流阻力 |
气流阻力检测仪、高低温试验箱(70℃±3℃、-30℃±3℃) |
|
7 |
合成血液穿透 |
合成血液穿透测试仪、恒温恒湿试验箱、表面张力仪 |
|
8 |
表面抗湿性 |
抗湿性测试仪 |
|
9 |
阻燃性能 |
阻燃性能测试仪、高低温试验箱(70℃±3℃、-30℃±3℃) |
|
10 |
密合性 |
密合性测试仪 |
|
11 |
微生物检测 |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜、霉菌培养箱、生物安区柜、超净工作台 |
|
12 |
环氧乙烷残留量 |
气相色谱仪 |
附件 2
微生物指标检测培养基、试剂、对照菌种清单
|
检测项目 |
主要培养基 |
主要试剂 |
培养温度 |
对照菌种 |
培养时间 |
主要检测设备举例 |
备注 |
|
细菌菌落总数 |
营养琼脂培养基 |
生理盐水 |
35 ℃ ±2 ℃ |
|
48 小时 |
电子天平、细菌培养箱、蒸汽灭菌器 |
|
|
大肠菌群 |
乳糖胆盐发酵培养基、乳糖发酵培养基、伊红美蓝琼脂培养基 |
生理盐水、革兰氏染液 |
35 ℃ ±2 ℃ |
大肠埃希菌 |
24 小时(阴性结果) 72 小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
绿脓杆菌 |
SCDLP 培养基、十六烷三甲基溴化铵琼脂培养基、硝酸盐胨水培养基、明胶培养基 |
生理盐水、革兰氏染液、二甲基对苯二铵、三氯甲烷、盐酸 |
35 ℃ ±2 ℃ 42 ℃(有疑似结果时) |
绿脓杆菌 |
48 小时(阴性结果) 96 小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
金黄色葡萄球菌 |
SCDLP 培养基、血琼脂平板、甘露醇培养基 |
生理盐水、兔血浆 |
35 ℃ ±2 ℃ |
金黄色葡萄球菌 |
72 小时(阴性结果) 5 天(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
溶血性链球菌 |
葡萄糖肉汤培养基、血琼脂平板 |
生理盐水、草酸钾兔血浆、革兰氏染液、杆菌肽纸片 |
35 ℃ ±2 ℃ |
溶血性链球菌 |
48 小时(阴性结果) 96 小时(有疑似结果时) |
电子天平、细菌培养箱、蒸汽灭菌器、显微镜 |
显微镜用于疑似菌落的革兰氏染色后镜检 |
|
真菌计数或真菌定性 |
沙氏琼脂培养基、沙氏液体培养基 |
生理盐水 |
25 ℃ ±2 ℃ |
|
7 天 |
电子天平、霉菌培养箱、蒸汽灭菌器 |
|
|
无菌检查 |
硫乙醇酸盐流体培养基、胰酪大豆胨液体培养基 |
/ |
30 ℃~ 35 ℃(硫乙醇酸盐流体培养基) 20 ℃~ 25 ℃(胰酪大豆胨液体培养基) |
金黄色葡萄球菌 |
14天 |
细菌培养箱、霉菌培养箱 |
硫乙醇酸盐流体培养基置细菌培养箱培养、胰酪大豆胨液体培养基置霉菌培养箱培养 |
附件 7
江苏省医用一次性防护服技术审评要点
一、申请表
1.产品名称应为 :医用一次性防护服。
2.预期用途应为: 适用于医务人员在工作时接触到的具有潜在感染性的患者血液、体液、分泌物、空气中的颗粒物等提供阻隔、防护作用。
3.规格型号、结构组成与技术要求等资料中完全一致。
4.企业名称、住所、统一社会信用代码等应与营业执照一致。
二、证明性文件
境内申请人应当提交:企业营业执照副本复印件。
三、医疗器械安全有效基本要求清单
说明产品符合《医疗器械安全有效基本要求清单》各项适用要求所采用的方法,以及证明其符合性的文件。对于《医疗器械安全有效基本要求清单》中不适用的各项要求,应当说明其理由。
表格第3列若适用,应注明“是”。不适用应注明“否”,并说明不适用的理由。
表格第4列应当填写证明该医疗器械符合安全有效基本要求的方法,通常可采取下列方法证明符合基本要求:
(1)符合已发布的医疗器械部门规章、规范性文件。
(2)符合医疗器械相关国家标准、行业标准、国际标准。
(3)符合普遍接受的测试方法。
(4)符合企业自定的方法。
(5)与已批准上市的同类产品的比较。
(6)临床评价。
为符合性提供的证据应标明在注册申报资料中的位置和编号。对于包含在产品注册申报资料中的文件,应当说明其在申报资料中的具体位置。例如:八、注册检验报告;说明书第4.2章。对于未包含在产品注册申报资料中的文件,应当注明该证据文件名称及其在质量管理体系文件中的编号备查。
四、综述资料
(一)概述
描述申报产品的管理类别、分类编码及名称的确定依据。
医用一次性防护服的管理类别为二类、分类编码14-14及名称的确定依据行标。
(二)产品描述
描述产品工作原理、作用机理、结构组成、主要原材料,以及区别于其他同类产品的特征等内容,必要时提供图示说明。
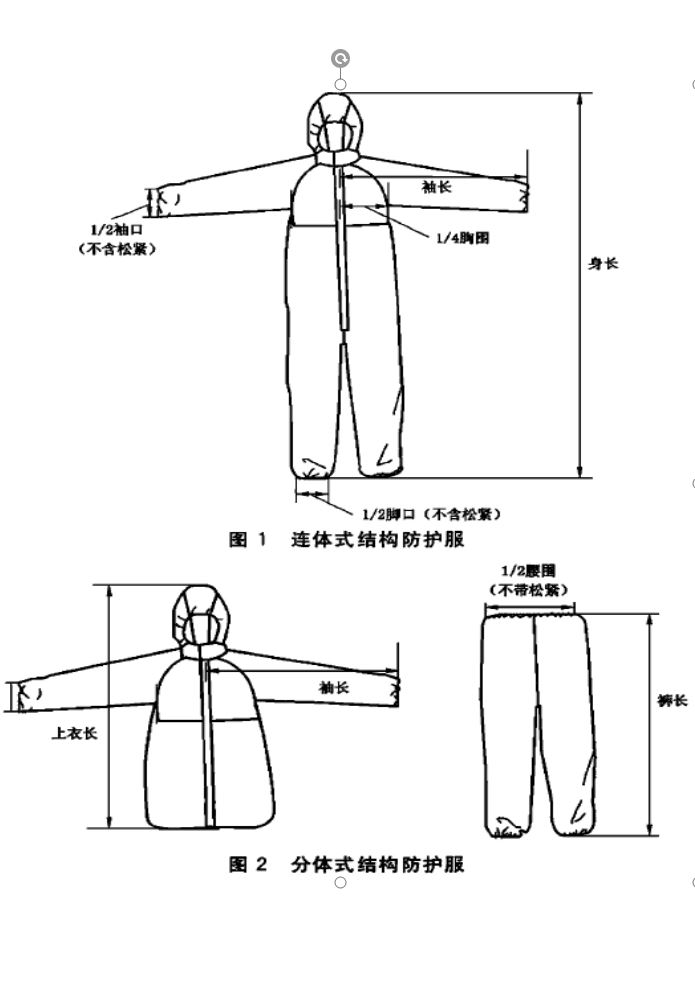
医用防护服为具有特定液体阻隔功能、特定强度、过滤效率阻燃性能、抗静电和静电衰减功能的适宜材料制成,分为连身式和分身式两种,由连帽上衣、裤子组成,袖口、脚踝口为弹性收口,帽子面部收口及腰部收口可采用弹性收口、拉绳收口或搭扣。(图示举例见图1、图2)
(三)型号规格
对于存在多种型号规格的产品,应当明确各型号规格的区别。应当采用对比表及带有说明性文字的图片、图表,对于各种型号规格的结构组成、功能、产品特征、性能指标等方面加以描述。
1.防护服一般为连身式和分身式两种型式,应当明确各型号规格的区别。
2.应当采用对比表及带有说明性文字的图片、图表,对于各种型号规格的结构组成(或配置)、功能、产品特征和运行模式、性能指标等方面加以描述。
3.描述应与技术要求、说明书中完全一致。
(四)包装说明
有关产品包装的信息情况,对于无菌医疗器械,应当说明与灭菌方法相适应的最初包装的信息。
1.详细描述产品包装的类型、材质等,以及与该产品一起销售的配件包装情况;应明确最小包装、中包装、大包装的各自信息。
2.对于无菌医疗器械,应当说明与灭菌方法相适应的最初包装的信息。
(五)适用范围和禁忌症
1.适用范围:应当明确产品所提供的治疗、诊断等符合《医疗器械监督管理条例》第七十六条定义的目的,并可描述其适用的医疗阶段;明确目标用户及其操作该产品应当具备的技能/知识/培训;说明产品是一次性使用还是重复使用。
适用范围:适用于医务人员在工作时接触到的具有潜在感染性的患者血液、体液、分泌物、空气中的颗粒物等提供阻隔、防护作用。
2.预期使用环境:该产品预期使用的地点如医疗机构、实验室、救护车、家庭等,以及可能会影响其安全性和有效性的环境条件(如,温度、湿度、功率、压力、移动等)。
预期使用的地点医疗机构、实验室、救护车等。非无菌产品不得在无菌环境下使用。
3.适用人群:目标患者人群的信息。
临床医护人员。
4.禁忌症:如适用,应当明确说明该器械不适宜应用的某些疾病、情况或特定的人群(如儿童、老年人、孕妇及哺乳期妇女、肝肾功能不全者)。
如对材料过敏者。
(六)参考的同类产品或前代产品应当提供同类产品(国内外已上市)或前代产品(如有)的信息,阐述申请注册产品的研发背景和目的。对于同类产品,应当说明选择其作为研发参考的原因。
同时列表比较说明产品与参考产品(同类产品或前代产品)在工作原理、结构组成、制造材料、性能指标、作用方式(如植入、介入),以及适用范围等方面的异同。
制作对比表格,描述内容应与技术要求等一致。
(七)其他需说明的内容。
五、研究资料
根据所申报的产品,提供适用的研究资料。
(一)产品性能研究
应当提供产品性能研究资料以及产品技术要求的研究和编制说明,包括功能性、安全性指标以及与质量控制相关的其他指标的确定依据,所采用的标准或方法、采用的原因及理论基础。
依据:GB 19082-2009 医用一次性防护服技术要求、YY∕T 1499-2016医用防护服的液体阻隔性能和分级、YY∕T 1498-2016 医用防护服的选用评估指南。
参考:GB 15979-2002 一次性使用卫生用品卫生标准、GB/T 14233系列标准(化学分析和生物学试验方法)、GB/T3923.1-2013、GB/T4744-2012、GB/T4745-2012、GB/T5455-2014、GB/T12703.1-2008、GB/T12703.1-2008、GB/T12704.1-2009等纺织品系列方法。
原材料应具有稳定的供货渠道,以保证终产品的质量,应提供供货合同及原材料供应商出厂检测报告等,检测报告中至少应包含克重、断裂强力等。如对原材料进行后处理,如覆膜或增加助剂等,应对添加的材料和工艺进行规定和验证。
关注点:
1.外观:关注“表面不允许有粘连”、“针缝的针眼应密封处理,针距每3cm应为8-14针”和“拉链不能外露,拉头应能自锁”。
2.结构:“袖口、脚踝口采用弹性收口、帽子面部收口及腰部采用弹性收口、拉绳收口或搭扣”。(关注关键部位的定义“防护服的关键部位是防护服的左右前襟,左右臂及背部位置”,可在图示部分标“注”,也可在此处说明)
3.尺寸:偏差±2cm。
4.液体阻隔功能:抗渗水性(1.67 kPa,关注是对关键部位)、透湿量、表面抗湿性和抗合成血液穿透性(关注不同级别)。
5.断裂强力(45N,关注是对于关键部位材料)。
6.断裂伸长率(不小于15%,关注是对于关键部位材料)。
7.过滤效率 (不小于70%,关注是对于关键部位材料及接缝处)。
8.抗静电性(不大于0.6μC/件)。
9.静电衰减性能(不超过0.5s) 。
10.阻燃性能(损毁长度应不大于200mm;续燃时间不超过15s;阴燃时间不超过10s)。
11.无菌(明确灭菌方式,经环氧乙烷灭菌)。
12.环氧乙烷残留量(10μg/g)。
13.非无菌微生物指标(细菌菌落总数≤200;真菌菌落总数≤100;不得检出致病菌)。
(二)生物相容性评价研究
应对成品中与患者和使用者直接或间接接触的材料的生物相容性进行评价。
生物相容性评价研究资料应当包括:
1.生物相容性评价的依据和方法
评价是对医用一次性防护服进行的医疗器械生物学评价,依据GB 19082-2010开展。
2.产品所用材料的描述及与人体接触的性质
产品按人体接触性质分类为表面器械a皮肤(仅与皮肤表面接触的器械);按接触时间分类为a短期接触(在24小时以内一次,多次或重复使用或接触的器械)。
3.实施或豁免生物学试验的理由和论证
产品可以用成品进行生物学试验,也可以使用原材料进行生物学试验。以原材料(重点为与人体接触的内层无纺布)进行生物学试验的可以提供供方的有资质的检验机构出具的检验报告,使用原材料生物学试验报告进行豁免成品生物学试验的企业应明确原材料在生产加工过程中没有进行改性处理。
产品应按照GB/T16886.10-2017《医疗器械生物学评价 第10部分:刺激与皮肤致敏试验》中6.3进行皮肤刺激试验,原发性刺激指数应不大于1。
4.对于现有数据或试验结果的评价。
可委托具有医疗器械检验资质认定或中国计量认证(CMA)且在其承检范围之内的生物学实验室按照相关标准进行试验。检验报告(报告编号:xxxxx)显示,皮肤刺激试验结果均符合要求,表明医用一次性防护服所用材料具有安全的生物学特性,可进行临床使用。
(四)灭菌/消毒工艺研究
1.生产企业灭菌:应明确灭菌工艺(方法和参数)和无菌保证水平(SAL),并提供灭菌确认报告。
2.残留毒性:如灭菌使用的方法容易出现残留,应当明确残留物信息及采取的处理方法,并提供研究资料。
环氧乙烷灭菌确认报告应按GB/T18279.2中第9章要求进行确认,应包括以下内容:
1.灭菌确认的方案包括在测试开始前规定的接收准则,确认要素应包括IQ、OQ、PQ;方案应通过专家评审。
2.灭菌确认报告中应对下列事项进行描述并形成文件:a) 需实施的确认步骤;b)确认步骤实施的方法以及相关负责人、责任部门和/或外部承包商的清单。
(五)产品有效期和包装研究
1.有效期的确定:应当提供产品有效期的验证报告。
有效期验证可分为实时老化或加速老化。
在稳定性研究中应监测整个有效期内确保产品安全性和有效性的关键参数,如在产品技术要求中所描述的参数,并提交所选择测试方法的验证资料。考虑加速/实时老化对于终产品的影响,以及产品的稳定性和批间可重复性。还应通过无菌检测或包装完整性检测证明产品在有效期内保持无菌状态或微生物限度。
加速老化依据:YY/T0681.1-2018;有效期验证关注点:仪器设备、加速老化理论、加速老化计划、加速老化因子的确定、加速老化方案步骤、老化后试验指南。
2.包装及包装完整性:在宣称的有效期内以及运输储存条件下,保持包装完整性的依据。
产品包装验证依据GB/T 19633《最终灭菌医疗器械包装》系列标准、YY/T 0681系列标准、YY/T 0698系列标准等,提交产品的包装验证报告。也可以参照ISO 11607系列标准、ASTM D4169-16、EN868-1999、ISO11607-1:2006、ISO11607-2:2006等国际标准。
产品运输包装的评估:运输包装设计的依据、选材、包装系统的评价、分析评价。
建议包含以下内容:
1、验证实施计划;2、包装验证确认方案;3、验证报告;4、包验操作人员资格的确认;5、包装材料适用性确认;6、包装热合机安装运行确认;7、计量器具确认;8、包装材料微生物屏障的确认;9、包装材料初始污染菌数确认;10、包装材料膜材杂质确认;11、包装材料拉伸性能确认;12、包装材料热封内压试验确认;13、包装材料热合后外观确认;14、包装材料不透气性确认;15、包装热封泄漏试验确认;16、包装材料热封拉力试验确认;17、包装材料有效期确认;18、包装材料与灭菌过程的相适应性确认;19、包装材料与贮存运输过程的相适应性确认;20、结论。
建议企业继续关注以下内容:
1、包装材印刷、涂层耐化学性能确认;2、包装热合的工艺条件确认,封口厚度、封口温度、冷却温度、加热时间、时间间隔、极限温度;3、包装热合的生产环境确认,组装车间风速、组装车间风量、换气次数、静压差、空气洁净度、温度、相对湿度、浮游菌;4、包装的生物相容性确认。
(六)其他资料
证明产品安全性、有效性的其他研究资料。
六、生产制造信息
(一)无源医疗器械
应当明确产品生产加工工艺,注明关键工艺和特殊工艺,并说明其过程控制点。明确生产过程中各种加工助剂的使用情况及对杂质(如残留单体、小分子残留物等)的控制情况。
核对工艺流程图,是否明确关键工序、特殊工艺,委外工序等。
(二)生产场地
有多个研制、生产场地,应当概述每个研制、生产场地的实际情况。
核对地址的一致,租赁协议、厂房证明文件等;洁净生产环境是否与产品生产相符合;净化车间的检测报告应提供。
七、临床评价资料
按照相应规定提交临床评价资料。对于列入《免于进行临床试验的医疗器械目录》(以下简称《目录》)产品,注册申请人需提交申报产品相关信息与《目录》所述内容的对比资料和申报产品与已获准境内注册的《目录》中医疗器械的对比说明。具体需提交的临床评价资料要求如下:
(一)提交申报产品相关信息与《目录》所述内容的对比资料;
(二)提交申报产品与《目录》中已获准境内注册医疗器械的对比说明,对比说明应当包括《申报产品与目录中已获准境内注册医疗器械对比表》(见国家局2015年第14号通告附1)和相应支持性资料。
提交的上述资料应能证明申报产品与《目录》所述的产品具有等同性。若无法证明申报产品与《目录》产品具有等同性,则应按照医疗器械临床评价技术指导原则其他要求开展相应工作。
八、产品风险分析资料
产品风险分析资料是对产品的风险管理过程及其评审的结果予以记录所形成的资料。应当提供对于每项已判定危害的下列各个过程的可追溯性:
(一)风险分析:包括医疗器械适用范围和与安全性有关特征的判定、危害的判定、估计每个危害处境的风险。
(二)风险评价:对于每个已判定的危害处境,评价和决定是否需要降低风险。
(三)风险控制措施的实施和验证结果,必要时应当引用检测和评价性报告,如生物学评价等。
(四)任何一个或多个剩余风险的可接受性评定。
应按YY/T 0316-2016中要求修改。
九、产品技术要求
医疗器械产品技术要求应当按照《医疗器械产品技术要求编写指导原则》的规定编制。
企业可以根据自身产品的技术特点制定相应的技术要求,但性能指标不得低于相关国家标准、行业标准的有关要求(医用一次性防护服标准为GB19082-2010),如有不适用条款,应说明理由。产品技术要求中应明确规格型号的划分、产品的结构组成等内容。
技术要求举例模板详见附件。
十、产品注册检验报告
国家药监部门认可的、有医疗器械检验资质或《市场监管总局公布获国家级资质认定的医疗器械防护用品检验检测机构名录》中的检验机构申请注册检验,并获得符合产品技术要求的全性能检验报告和预评价意见。注册审查时提出补充检验要求的,应在原检验机构进行检验。注册检验样品的生产应符合医疗器械质量管理体系的相关要求。
同一注册单元内所检验的产品应能够代表本注册单元内其他产品的安全性和有效性。
当代表性产品的全性能不能覆盖本单元中所有产品性能时,应进行差异性检验。
连身式和分身式应分别送检,无菌和非无菌均有的产品,应对无菌产品进行全性能检验,同时补充检测非无菌产品的微生物限度要求。
注册检验应为产品技术要求的全性能检验。
十一、产品说明书和最小销售单元的标签样稿
医用防护服产品的说明书、标签应符合相关法规规定、《医疗器械说明书和标签管理规定》。
(一)医疗器械说明书一般应当包括以下内容:
1.产品名称、型号、规格;
2.注册人的名称、住所、联系方式及售后服务单位;
3.生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
4.医疗器械注册证编号;
5.产品技术要求的编号;
6.产品性能、主要结构组成或者成分、适用范围;产品为“无菌”或“非无菌”,无菌产品还应标明灭菌方式;
7.产品使用说明(方法);
8.产品储存、运输条件、方法;
9.禁忌症、注意事项、警示以及提示的内容;
10.生产日期,使用期限或者失效日期;
11.说明书的编制或者修订日期;
12.标签所用的图形、符号、缩写等内容的解释;
13.其他应标注的内容。若防护服不具备阻燃性能及静电衰减性能,应在说明书中注明:产品不具备阻燃性能,应避免靠近明火;静电衰减性能未检测。
(二)医疗器械标签一般应当包括以下内容:
1.产品名称、型号、规格;
2.注册人的名称、住所、联系方式;
3.医疗器械注册证编号;
4.生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
5.生产日期,使用期限或者失效日期;
6.根据产品特性应当标注的图形、符号以及其他相关内容;
7.必要的警示、注意事项;产品为“无菌”或“非无菌”,无菌产品还应标明灭菌方式;
8.储存,操作条件及说明;
9.若防护服不具备阻燃性能及静电衰减性能,应在标签中注明:产品不具备阻燃性能,应避免靠近明火;静电衰减性能未检测。
十二、符合性声明
(一)申请人声明本产品符合《医疗器械注册管理办法》和相关法规的要求;声明本产品符合《医疗器械分类规则》有关分类的要求;声明本产品符合现行国家标准、行业标准,并提供符合标准的清单。
(二)所提交资料真实性的自我保证声明(境内产品由申请人出具,进口产品由申请人和代理人分别出具)。
附件:医用一次性防护服产品技术要求举例
附件
医疗器械产品技术要求
医疗器械产品技术要求编号:
医用一次性防护服
1产品型号/规格及其划分说明
1.1组成
医用一次性防护服(以下简称医用防护服) 由连帽上衣、裤子组成,袖口、脚踝口为弹性收口,帽子面部收口及腰部收口采用拉绳收口。
1.2产品型号/规格
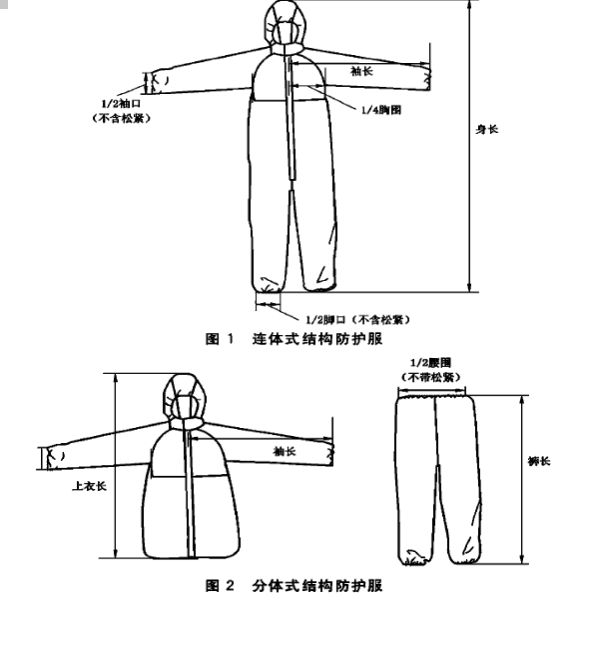
医用防护服 按型式分为 连身式和分身式两种 ,分别见图1和图2。
注:医用防护服的关键部位是防护服的左右前襟,左右臂及背部位置。
2性能指标
2.1外观
2.1.1医用防护服应干燥、清洁、无霉斑,表面不允许有粘连、裂缝、孔洞等缺陷。
2.1.2医用防护服连接部位可采用针缝、粘合或热合等加工方式。针缝的针眼应密封处理,针距每3cm应为8-14针,线迹应均匀、平直,不得有跳针。粘合或热合加工处理后的部位,应平整、密封,无气泡。
2.1.3装有拉链的防护服拉链不能外露,拉头应能自锁。
2.2结构
2.2.1医用防护服由连帽上衣、裤子组成,可分为连身式结构和分身式结构。连身式和分身式结构分别见图1、图2 。
2.2.2医用防护服的结构应合理,穿脱方便,结合部位严密。
2.2.3 袖口、脚踝口采用弹性收口,帽子面部收口及腰部采用弹性收口、拉绳收口或搭扣。
2.3尺寸
医用防护服号型分为160、165、170、175、180、185,号型规格见表1和表2。
表1: 连身式号型规格 单位:cm
|
型号 |
身长 |
胸围 |
袖长 |
袖口 |
脚口 |
|
160 |
165 |
120 |
84 |
18 |
24 |
|
165 |
169 |
125 |
86 |
18 |
24 |
|
170 |
173 |
130 |
90 |
18 |
24 |
|
175 |
178 |
135 |
93 |
18 |
24 |
|
180 |
181 |
140 |
96 |
18 |
24 |
|
185 |
188 |
145 |
99 |
18 |
24 |
|
偏差 |
± 2 |
± 2 |
± 2 |
± 2 |
± 2 |
备注:尺寸可由企业根据实际自行设计。
表2: 分身式号型规格 单位:cm
|
型号 |
上衣长 |
胸围 |
裤长 |
腰围 |
|
160 |
76 |
120 |
105 |
100-105 |
|
165 |
78 |
125 |
108 |
105-110 |
|
170 |
80 |
120 |
94 |
110-115 |
|
175 |
82 |
125 |
99 |
115-120 |
|
180 |
84 |
140 |
117 |
120-125 |
|
185 |
86 |
145 |
120 |
125-130 |
|
偏差 |
± 2 |
± 2 |
± 2 |
± 2 |
备注:尺寸可由企业根据实际自行设计。
2.4液体阻隔功能
2.4.1抗渗水性
医用防护服关键部位静水压应不低于1.67 kPa (17cm H20)。
2.4.2透湿量
医用防护服材料透湿量应不小于2500g/(m2•d)
2.4.3抗合成血液穿透性
企业应明确防护服抗合成血液穿透性的级别。
医用防护服抗合成血液穿透性应不低于表3中2级的要求。
表3:抗合成血液穿透性分级
|
级别 |
压强值Kpa |
|
6 |
20 |
|
5 |
14 |
|
4 |
7 |
|
3 |
3.5 |
|
2 |
1.75 |
|
1 |
0 a |
|
a 表示材料所受的压强仅为试验槽中的合成血液所产生的压强。 |
|
注:医用防护服的液体阻隔性能及分级建议企业参考YY/T 1499-2016
2.4.4表面抗湿性
医用防护服外侧面沾水等级应不低于3级的要求。
2.5断裂强力
医用防护服关键部位材料的断裂强力应不小于45N。
2.6断裂伸长率
医用防护服关键部位材料的断裂伸长率应不小于15%。
2.7过滤效率
医用防护服关键部位材料及接缝处对非油性颗粒的过滤效率应不小于70%。
2.8抗静电性
医用防护服的带电量应不大于0.6μC/件。
2.9静电衰减性能
医用防护服材料静电衰减时间不超过0.5s。
2.10阻燃性能
具有阻燃性能的医用防护服应符合下列要求:
a)损毁长度应不大于200mm;
b)续燃时间不超过15s;
c)阴燃时间不超过10s。
2.11无菌
包装上标志有“灭菌”或“无菌”字样或图示的防护服应无菌。
2.12环氧乙烷残留量
经环氧乙烷灭菌的防护服,其环氧乙烷残留量应不超过10μg/g。
2.13非无菌医用防护服应符合GB15979-2002中微生物指标要求,见表4。
表4 防护服微生物指标
|
细菌菌落总数 CFU/g |
大肠 菌群 |
绿脓 杆菌 |
金黄色 葡萄球菌 |
溶血性 链球菌 |
真菌菌落总数 CFU/g |
|
≤ 200 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
≤ 100 |
3检验方法
3.1外观
3.1.1以目力观测,应符合2.1.1的要求。
3.1.2以目力检查,应符合2.1.2的要求。
3.1.3对每件防护服样品的拉锁进行拉合操作5次,测定3件,均应符合2.1.3的要求。
3.2结构
以目力检查,应符合2.2的要求。
3.3尺寸
通用量具进行测量,应符合2.3的要求。
3.4液体阻隔功能
3.4.1抗渗水性
由医用防护服关键部位取样,按GB/T4744-2013规定的静水压试验进行,应符合2.4.1的要求。
3.4.2透湿量
医用防护服材料GB/T12704.1-2009规定的吸湿法进行试验,应符合2.4.2的要求。
3.4.3抗合成血液穿透性
医用防护服抗合成血液穿透性按GB19082-2009附录A进行试验,应符合2.4.3的要求。
3.4.4表面抗湿性
医用防护服外侧面按GB/T4745-2012规定的沾水试验进行,因符合2.4.4的要求。
3.5断裂强力
医用防护服关键部位材料按GB/T3923.1-2013规定的条样法进行试验应符合2.5的要求。
3.6断裂伸长率
医用防护服关键部位材料按GB/T3923.1-2013规定的条样法进行试验,应符合2.6的要求。
3.7过滤效率
按GB19082-2009标准中5.7规定的方法进行试验,应符合2.7的要求。
3.8抗静电性
按GB/T12703.3-2009中规定的方法进行试验,应符合2.8的要求。
3.9静电衰减性能
按GB19082-2009标准中5.9规定的方法进行试验,应符合2.9的要求。
3.10阻燃性能
按GB/T5455-2014标准规定的垂直法进行燃烧性能试验,应符合2.10的要求。
3.11无菌
按GB/T 14233.2-2005中第3章规定的方法进行试验,应符合2.11的要求。
3.12环氧乙烷残留量
按GB19082-2009标准中5.13中规定的方法进行试验,应符合2.12的要求。
3.13 微生物指标
按照GB15979-2002附录B规定的方法进行试验,应符合2.13的要求。
附注:医用一次性防护服产品技术要求涉及的标准目录
GB 15979-2002一次性使用卫生用品卫生标准
GB 19082-2009医用一次性防护服技术要求
GB/T3923.1-2013纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定 条样法
GB/T4744-2012纺织品 防水性能的检测和评价 静水压法
GB/T4745-2012纺织品 防水性能的检测和评价 沾水法
GB/T5455-2014纺织品 燃烧性能 垂直方向 损毁长度阴燃和续燃时间的测定
GB/T12703.1-2008纺织品 静电性能的评定 第1部分:静电压半衰期
GB/T12704.1-2009纺织品 织物透湿性试验方法 第1部分:吸湿法
GB/T 14233.1-2008医用输液、输血、注射器具检验方法 第1部分:化学分析方法
GB/T 14233.2-2005医用输血、输液、注射器具检测方法 第2部分:生物学试验方法
YY∕T 1498-2016医用防护服的选用评估指南
YY∕T 1499-2016医用防护服的液体阻隔性能和分级
《中华人民共和国药典》(2015年版 四部)
附件 8:
江苏省医用口罩技术审评要点
一、申请表
1.产品名称应为:一次性使用医用口罩、医用外科口罩和医用防护口罩
2.预期用途应为:一次性使用医用口罩适用于普通医疗环境中佩戴、阻隔口腔和鼻腔呼出或喷出污染物;医用外科口罩适用于由临床医务人员在有创操作等过程中佩戴;医用防护口罩适用于医疗工作环境下,过滤空气中的颗粒物、阻隔飞沫、血液、体液、分泌物等的自吸过滤。
3.规格型号、结构组成与技术要求等资料中完全一致。
4.企业名称、住所、统一社会信用代码等应与营业执照一致。
二、证明性文件
境内申请人应当提交企业营业执照副本复印件。
三、医疗器械安全有效基本要求清单
说明产品符合《医疗器械安全有效基本要求清单》各项适用要求所采用的方法,以及证明其符合性的文件。对于《医疗器械安全有效基本要求清单》中不适用的各项要求,应当说明其理由。
表格第3列若适用,应注明“是”。不适用应注明“否”,并说明不适用的理由。
表格第4列应当填写证明该医疗器械符合安全有效基本要求的方法,通常可采取下列方法证明符合基本要求:
(1)符合已发布的医疗器械部门规章、规范性文件。
(2)符合医疗器械相关国家标准、行业标准、国际标准。
(3)符合普遍接受的测试方法。
(4)符合企业自定的方法。
(5)与已批准上市的同类产品的比较。
(6)临床评价。
为符合性提供的证据应标明在注册申报资料中的位置和编号。对于包含在产品注册申报资料中的文件,应当说明其在申报资料中的具体位置。例如:八、注册检验报告;说明书第4.2章。对于未包含在产品注册申报资料中的文件,应当注明该证据文件名称及其在质量管理体系文件中的编号备查。
四、综述资料
(一)概述
描述申报产品的管理类别、分类编码及名称的确定依据。
一次性使用医用口罩产品的管理类别为二类、分类编码14-14及名称的确定依据行标;医用外科口罩产品的管理类别为二类、分类编码14-13及名称的确定依据行标;医用防护口罩产品的管理类别为二类、分类编码14-14及名称的确定依据行标。
(二)产品描述
描述产品工作原理、结构组成、主要原材料,以及区别于其他同类产品的特征等内容,必要时提供图示说明。
1.产品工作原理
医用口罩大部分为自吸式过滤口罩,其工作原理是使含有害物的空气通过口罩的滤料过滤后再被人吸入或者呼出。口罩滤料的过滤机理主要有以下几种(见图1):
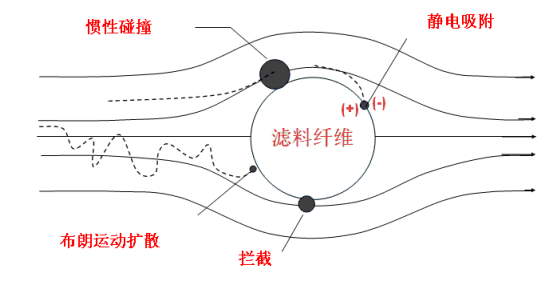
|
图1 滤料纤维过滤机制示意图
(1)扩散沉积:粒子布朗运动扩散位移到过滤纤维,受分子引力作用而被吸附。最易捕捉小尺度粒子、细纤维和低速运动的粒子。
(2)截留沉积:随气流运动的较大粒子被过滤材料的机械筛滤作用截留。粒子直径与滤膜纤维的直径的比率影响拦截效率。
(3)惯性沉积:粒子通过过滤材料弯曲的网状通道时,粒子由于惯性作用脱离气流撞击过滤纤维,并受分子引力作用被截留。大粒子、高密度、速度快时截留效果好。
(4)静电吸引沉积:粒子被过滤纤维的静电作用产生的沉积。
颗粒越小时,1、4沉积效应越强,颗粒越大时,2、3效果越好,所以并非越小的颗粒越难被过滤。综合4种过滤机制的协同作用,普通机械性滤料最易穿透粒径的范围是0.1µm~0.3µm(见图2)。
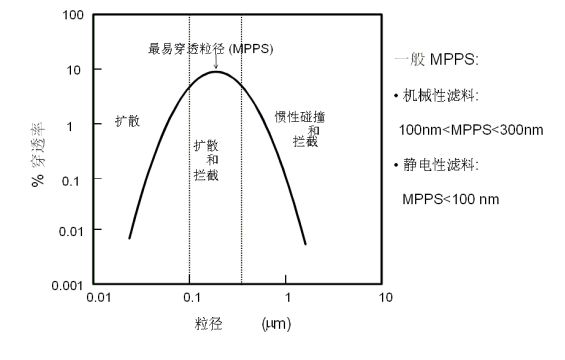
|
图2 滤料穿透率和粒径关系
2.结构组成(含配合使用的附件)、主要原材料与技术要求完全一致。
3.如有区别于其他同类产品的特征应明确。
4.应提供产品图示说明。
(三)型号规格
对于存在多种型号规格的产品,应当明确各型号规格的区别。应当采用对比表及带有说明性文字的图片、图表,对于各种型号规格的结构组成、功能、产品特征、性能指标等方面加以描述。
1.应当明确各型号规格的区别。
2.应当采用对比表及带有说明性文字的图片、图表,对于各种型号规格的结构组成、功能、产品特征、性能指标等方面加以描述。
3.描述应与技术要求、说明书中完全一致。
(四)包装说明
1.详细描述产品包装的类型、材质等,以及与该产品一起销售的配件包装情况;应明确最小包装、中包装、大包装的各自信息。
2.对于无菌医疗器械,应当说明与灭菌方法相适应的最初包装的信息。
(五)适用范围和禁忌症
1.适用范围:应当明确产品符合《医疗器械监督管理条例》第七十六条定义的目的,并可描述其适用的医疗阶段;明确目标用户及其操作该产品应当具备的技能/知识 / 培训;说明产品是一次性使用还是重复使用。
一次性使用医用口罩适用于普通医疗环境中佩戴、阻隔口腔和鼻腔呼出或喷出污染物。
医用外科口罩适用于由临床医务人员在有创操作等过程中佩戴。
医用防护口罩适用于医疗工作环境下,过滤空气中的颗粒物、阻隔飞沫、血液、体液、分泌物等的自吸过滤。
2.预期使用环境:该产品预期使用的地点如医疗机构、实验室、救护车、家庭等,以及可能会影响其安全性和有效性的环境条件(如,温度、湿度、功率、压力、移动等)。
预期使用的地点医疗机构、实验室、救护车等。非无菌产品不得在无菌环境下使用。
3.适用人群:目标人群的信息。
临床医务人员。
4.禁忌症:如适用,应当明确说明该器械不适宜应用的某些疾病、情况,或特定的人群(如儿童、老年人、孕妇及哺乳期妇女、肝肾功能不全者)。
如对材料过敏者,呼吸困难者等。
(六)参考的同类产品或前代产品应当提供同类产品(国内外已上市)或前代产品(如有)的信息,阐述申请注册产品的研发背景和目的。对于同类产品,应当说明选择其作为研发参考的原因。
同时列表比较说明产品与参考产品(同类产品或前代产品)在工作原理、结构组成、制造材料、性能指标、作用方式(如植入、介入),以及适用范围等方面的异同。
制作对比表格,描述内容应与技术要求等一致。
(七)其他需说明的内容
五、研究资料
根据所申报的产品,提供适用的研究资料。
(一)产品性能研究
应当提供产品性能研究资料以及产品技术要求的研究和编制说明,包括功能性、安全性指标以及与质量控制相关的其他指标的确定依据,所采用的标准或方法、采用原因及理论基础。
依据:一次性使用医用口罩标准为YY/T0969-2013,医用外科口罩标准为YY0469-2011,医用防护口罩标准为GB19083-2010。
参考:GB 15979-2002 一次性使用卫生用品卫生标准、GB/T 14233系列标准(化学分析和生物学试验方法)、GB/T 4745-2012 纺织织物表面抗湿性测定沾水试验、YY/T 0691-2008 传染性病原体防护装备 医用面罩抗合成血穿透性试验方法、FZ/T 64034-2014 纺粘/熔喷/纺粘(SMS)法非织造布、FZ/T64005-2011卫生用薄型非织造布。
口罩的主体过滤材料:如聚丙烯熔喷布、高熔指聚丙烯(PP)制成的熔喷型无纺布是医用口罩的核心材料。
应对产品的过滤材料进行控制,明确过滤材料的来源及质量要求,材料应具有相对稳定的生产工艺及供货来源以保证产品的质量。应提供供货合同及原材料供应商出厂检测报告等,检测报告中至少应包含单层无纺布、熔喷布的每平方米质量等。
关注点:
1.外观(或口罩基本要求):关注“口罩佩戴好后,应能罩住佩戴者的口、鼻至下颌”。防护口罩:“应覆盖佩戴者的口鼻部”“应具有良好的面部密合性”,“不应有呼吸阀”。
2.型号:面罩形状可以分为平面形、鸭嘴形、拱形或折叠式等;佩戴方式可以分为耳挂式、绑带式或头带式。防护口罩如果是平面形需重点关注密合性检测。
3.尺寸:最大偏差应不超过±5%。
4.鼻夹:应配有鼻夹;长度应不小于8.0cm。
5.口罩带:关注每根口罩带的断裂强力应不小于10N。
6.细菌过滤效率(BFE):应不小于95%。防护口罩可有等级,1级≥95、2级≥99、3级≥99.97;如有几种分别送检。外科口罩对非油性颗粒的过滤效率应不小于30%。
7.通气(气流)阻力:应不大于49 Pa/cm2 。防护口罩,在气体流量为85L/min的情况下,口罩的吸气阻力不得超过343.2Pa。
8.无菌(明确灭菌方式,经环氧乙烷灭菌)。
9.环氧乙烷残留量≤10μg/g。
10.非无菌微生物指标(细菌菌落总数:医用口罩和外科口罩≤100,防护口罩≤200;真菌菌落总数:医用口罩、外科口罩不得检出,防护口罩≤100;都不得检出致病菌)。
11.阻燃性能,外科口罩、防护口罩适用。
12.合成血液穿透,外科口罩、防护口罩适用。
13.表面抗湿性,防护口罩适用。
14.密合性,防护口罩适用。
(二)生物相容性评价研究
应对成品中与患者和使用者直接或间接接触的材料的生物相容性进行评价。
生物相容性评价研究资料应当包括:
1.生物相容性评价的依据和方法
评价是对医用口罩进行的医疗器械生物学评价,依据YY/T 0969-2013(YY 0469-2011或GB 19083-2010)开展。
2.产品所用材料的描述及与人体接触的性质
产品按人体接触性质分类为表面器械a皮肤(仅与皮肤表面接触的器械);按接触时间分类为a短期接触(在24小时以内一次,多次或重复使用或接触的器械)。
3.实施或豁免生物学试验的理由和论证
产品可以用成品进行生物学试验,也可以使用原材料进行生物学试验。以原材料(重点为与人体接触的内层无纺布)进行生物学试验的可以提供供方的有资质的检验机构出具的检验报告,使用原材料生物学试验报告进行豁免成品生物学试验的企业应明确原材料在生产加工过程中没有进行改性处理。
产品在研发阶段确定与人体皮肤表面接触部分的零件材质后,生物学试验的选择情况如下:
一次性使用医用口罩、医用外科口罩应按照GB/T16886.5-2017《医疗器械生物学评价 第5部分:体外细胞毒性试验》中规定的MTT法进行试验,细胞存活率应不小于 70% ; 应按照GB/T16886.10-2017《医疗器械生物学评价 第10部分:刺激与皮肤致敏试验》中6.3进行皮肤刺激试验,原发性刺激指数应大于0.4;应按照GB/T16886.10-2017《医疗器械生物学评价 第10部分:刺激与皮肤致敏试验》中7.3进行皮肤致敏试验,应无皮肤致敏反应。
医用防护口罩应按照GB/T16886.10-2017《医疗器械生物学评价 第10部分:刺激与皮肤致敏试验》中6.3进行皮肤刺激试验,原发性刺激指数应大于1。
4.对于现有数据或试验结果的评价。
可委托具有医疗器械检验资质认定或中国计量认证(CMA)且在其承检范围之内的生物学实验室按照相关标准进行试验。医用口罩产品出具的检验报告(报告编号:xxxxx)显示,细胞毒性、皮肤致敏、皮肤刺激等生物学试验结果均符合要求,表明医用口罩所用材料具有安全的生物学特性,可进行临床使用。
(四)灭菌/消毒工艺研究
1.生产企业灭菌: 应明确灭菌工艺(方法和参数)和无菌保证水平(SAL),并提供灭菌确认报告。
2.残留毒性: 如灭菌使用的方法容易出现残留,应当明确残留物信息及采取的处理方法,并提供研究资料。
环氧乙烷灭菌确认报告应按GB/T18279.2中第9章要求进行确认,应包括以下内容:1.灭菌确认的方案包括在测试开始前规定的接收准则,确认要素应包括IQ、OQ、PQ;方案应通过专家评审;2.灭菌确认报告中应对下列事项进行描述并形成文件:a) 需实施的确认步骤;b)确认步骤实施的方法以及相关负责人、责任部门和/或外部承包商的清单。
(五)产品有效期和包装研究
1.有效期的确定:应当提供产品有效期的验证报告。
有效期验证可分为实时老化和加速老化。
在稳定性研究中应监测整个有效期内确保产品安全性和有效性的关键参数,如在产品技术要求中所描述的参数,并提交所选择测试方法的验证资料。考虑加速/实时老化对于终产品的影响,以及产品的稳定性和批间可重复性。还应通过无菌检测或包装完整性检测证明产品在有效期内保持无菌状态或微生物限度。
加速老化依据为YY/T0681.1-2018,有效期验证关注点: 仪器设备、加速老化理论、加速老化计划、加速老化因子的确定、加速老化方案步骤、老化后试验指南。
2.包装及包装完整性:在宣称的有效期内以及运输储存条件下,保持包装完整性的依据。
产品包装验证依据GB/T 19633《最终灭菌医疗器械包装》系列标准、YY/T 0681系列标准、YY/T 0698系列标准等,提交产品的包装验证报告。也可以参照ISO 11607系列标准、ASTM D4169-16、EN868-1999、ISO11607-1:2006、ISO11607-2:2006等国际标准。
产品运输包装的评估:运输包装设计的依据、选材、包装系统的评价、分析评价。
建议包含以下内容:
1、验证实施计划;2、包装验证确认方案;3、验证报告;4、包验操作人员资格的确认;5、包装材料适用性确认;6、包装热合机安装运行确认;7、计量器具确认;8、包装材料微生物屏障的确认;9、包装材料初始污染菌数确认;10、包装材料膜材杂质确认;11、包装材料拉伸性能确认;12、包装材料热封内压试验确认;13、包装材料热合后外观确认;14、包装材料不透气性确认;15、包装热封泄漏试验确认;16、包装材料热封拉力试验确认;17、包装材料有效期确认;18、包装材料与灭菌过程的相适应性确认;19、包装材料与贮存运输过程的相适应性确认;20、结论。
建议企业继续关注以下内容:
1、包装材印刷、涂层耐化学性能确认;2、包装热合的工艺条件确认,封口厚度、封口温度、冷却温度、加热时间、时间间隔、极限温度;3、包装热合的生产环境确认,组装车间风速、组装车间风量、换气次数、静压差、空气洁净度、温度、相对湿度、浮游菌;4、包装的生物相容性确认。
(六)其他资料
证明产品安全性、有效性的其他研究资料。
六、生产制造信息
(一)无源医疗器械
应当明确产品生产加工工艺,注明关键工艺和特殊工艺,并说明其过程控制点。明确生产过程中各种加工助剂的使用情况及对杂质(如残留单体、小分子残留物等)的控制情况。
核对工艺流程图,是否明确关键工序、特殊工艺,委外工序等。
(二)生产场地
有多个研制、生产场地,应当概述每个研制、生产场地的实际情况。
核对地址的一致,租赁协议、厂房证明文件等;洁净生产环境是否与产品生产相符合;净化车间的检测报告应提供。
七、临床评价资料
按照相应规定提交临床评价资料。对于列入《免于进行临床试验的医疗器械目录》(以下简称《目录》)产品,注册申请人需提交申报产品相关信息与《目录》所述内容的对比资料和申报产品与已获准境内注册的《目录》中医疗器械的对比说明。具体需提交的临床评价资料要求如下:
(一)提交申报产品相关信息与《目录》所述内容的对比资料;
(二)提交申报产品与《目录》中已获准境内注册医疗器械的对比说明,对比说明应当包括《申报产品与目录中已获准境内注册医疗器械对比表》(见国家局2015年第14号通告附1)和相应支持性资料。
提交的上述资料应能证明申报产品与《目录》所述的产品具有等同性。若无法证明申报产品与《目录》产品具有等同性,则应按照医疗器械临床评价技术指导原则其他要求开展相应工作。
八、产品风险分析资料
产品风险分析资料是对产品的风险管理过程及其评审的结果予以记录所形成的资料。应当提供对于每项已判定危害的下列各个过程的可追溯性:
(一)风险分析:包括医疗器械适用范围和与安全性有关特征的判定、危害的判定、估计每个危害处境的风险。
(二)风险评价:对于每个已判定的危害处境,评价和决定是否需要降低风险。
(三)风险控制措施的实施和验证结果,必要时应当引用检测和评价性报告,如生物学评价等。
(四)任何一个或多个剩余风险的可接受性评定。
应按YY/T 0316-2016中要求修改
九、产品技术要求
医疗器械产品技术要求应当按照《医疗器械产品技术要求编写指导原则》的规定编制。
企业可以根据自身产品的技术特点制定相应的技术要求,但性能指标不得低于相关国家标准、行业标准的有关要求(一次性使用医用口罩标准为YY/T0969-2013,医用外科口罩标准为YY0469-2011,医用防护口罩标准为GB19083-2010),如有不适用条款,应说明理由。产品技术要求中应明确规格型号的划分、产品的结构组成等内容。
一次性使用医用口罩技术要求举例详见附件1,医用外科口罩技术要求举例详见附件2,医用防护口罩技术要求举例详见附件3。
十、产品注册检验报告
国家药监部门认可的、有医疗器械检验资质或《市场监管总局公布获国家级资质认定的医疗器械防护用品检验检测机构名录》中的检验机构申请注册检验,并获得符合产品技术要求的全性能检验报告和预评价意见。注册审查时提出补充检验要求的,应在原检验机构进行检验。注册检验样品的生产应符合医疗器械质量管理体系的相关要求。
同一注册单元内所检验的产品应能够代表本注册单元内其他产品的安全性和有效性。
当代表性产品的全性能不能覆盖本单元中所有产品性能时,应进行差异性检验。
如无菌和非无菌均有的产品,应对无菌产品进行全性能检验,同时补充检测非无菌产品的微生物限度要求。
不同形状的医用防护口罩应分别进行密合性检测,如鸭嘴形防护口罩密合性检测不可覆盖拱形防护口罩。
十一、产品说明书和最小销售单元的标签样稿
医用口罩的说明书、标签应符合相关法规规定、《医疗器械说明书和标签管理规定》。
1.医疗器械说明书一般应当包括以下内容:
(1)产品名称、型号、规格;
(2)注册人的名称、住所、联系方式及售后服务单位;
(3)生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
(4)医疗器械注册证编号;
(5)产品技术要求的编号;
(6)产品性能、主要结构组成或者成分、适用范围;
产品为“无菌”或“非无菌”,无菌产品还应标明灭菌方式;
(7)产品使用说明(方法);
(8)产品储存、运输条件、方法;
(9)禁忌症、注意事项、警示以及提示的内容;
(10)生产日期,使用期限或者失效日期;
(11)说明书的编制或者修订日期;
(12)标签所用的图形、符号、缩写等内容的解释;
(13)其他应标注的内容。
2.医疗器械标签一般应当包括以下内容:
(1)产品名称、型号、规格;
(2)注册人的名称、住所、联系方式;
(3)医疗器械注册证编号;产品技术要求的编号;
(4)生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
(5)生产日期,使用期限或者失效日期;
(6)根据产品特性应当标注的图形、符号以及其他相关内容;
(7)必要的警示、注意事项;产品为“无菌”或“非无菌”,无菌产品还应标明灭菌方式;
(8)储存,操作条件及说明。
十二、符合性声明
(一)申请人声明本产品符合《医疗器械注册管理办法》和相关法规的要求;声明本产品符合《医疗器械分类规则》有关分类的要求;声明本产品符合现行国家标准、行业标准,并提供符合标准的清单。
(二)所提交资料真实性的自我保证声明。
附件:1.一次性使用医用口罩技术要求举例
2.医用外科口罩技术要求举例
3.医用防护口罩技术要求举例
附件1
医疗器械产品技术要求
医疗器械产品技术要求编号:
一次性使用医用口罩
1 产品型号/规格及其划分说明
1.1 组成
一次性使用医用口罩(以下简称:口罩)一般由口罩体、口罩带和鼻夹组成。口罩体有三层:内层(纺粘层)、中间层(熔喷层)、外层(纺粘层),鼻夹由可弯折的可塑性材料制成,口罩带通常由涤纶线和少量氨纶线针织而成。
1.2 型号/规格
口罩按佩戴方式可分为绑带式、耳挂式或头带式;也可按企业设计的外形及尺寸分,口罩尺寸举例见表1。
表1:口罩尺寸举例 单位:mm
|
名称 |
L |
h |
|
口罩 |
170±5% |
100±5% |
|
120±5% |
100±5% |
备注:尺寸企业可自行设计,允差不超过±5%。
|
1.3口罩的基本型式见图1。
图1 口罩的基本型式
2 性能指标
2.1口罩外观应整洁、形状完好,表面不得有破损、污渍。口罩佩戴好后,应能罩住佩戴者的口、鼻至下颌。
2.2口罩的基本尺寸应符合表1的规定,最大偏差应不超过±5%。
2.3鼻夹
2.3.1口罩上应配有鼻夹,鼻夹由可塑性材料制成。
2.3.2鼻夹长度应不小于8.0cm。
2.4口罩带(无纺布带或松紧带)
2.4.1口罩带应戴取方便。
2.4.2每根口罩带与口罩体连接点处的断裂强力应不小于10N。
2.5细菌过滤效率(BFE)
口罩的细菌过滤效率应不小于95%。
2.6通气阻力
口罩两侧面进行气体交换的通气阻力应不大于49 Pa/cm2。
2.7微生物指标
2.7.1 非灭菌口罩应符合表2的要求。
表2 口罩微生物指标
|
细菌菌落总数 CFU/g |
大肠 菌群 |
绿脓 杆菌 |
金黄色 葡萄球菌 |
溶血性 链球菌 |
真菌 |
|
≤ 100 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
2.7.2无菌口罩经环氧乙烷灭菌,应无菌。
2.8口罩经环氧乙烷灭菌后,其环氧乙烷残留量应不超过10μg/g。
3 检验方法
3.1外观:随机抽取3个样品进行试验。目视检查,应符合2.1的要求。
3.2结构与尺寸:随机抽取3个样品进行试验。实际佩戴,并以通用或专用量具测量,应符合2.2的要求。
3.3鼻夹
3.3.1随机抽取3个样品进行试验。检查鼻夹材质并手试弯折,均应符合2.3.1的要求。
3.3.2随机抽取3个样品进行试验。取出鼻夹,以通用或专用量具测量,均应符合2.3.2的要求。
3.4口罩带
3.4.1随机抽取3个样品进行试验。通过佩戴检查其调节情况,均应符合2.4.1的要求。
3.4.2随机抽取3个样品进行试验。以10N的静拉力进行测量,持续5s,结果均应符合2.4.2的要求。
3.5细菌过滤效率(BFE)
随机抽取3个样品进行试验,按照YY0469中细菌过滤效率测试方法进行试验,结果均应符合2.5的要求。
3.6通气阻力
3.6.1随机抽取3个样品进行试验。
3.6.2测试部分:取口罩中心部位进行测试。
3.6.3测试过程:试验用气体流量需调整至(8±0.2)L/min,样品测试区直径为25mm,测试样品试验面积为A。用压差计或等效设备测定口罩两侧压差,按公式(1)计算通气阻力,结果均应符合2.6的规定。
∆ P = M/A .......................(1) 式中:
∆ P ——试验样品每平方厘米面积的压力差值,单位为帕每平方厘米(Pa/cm2 );
M ——试验样品正压值,单位为帕(Pa);
A ——试验样品测试面积,单位为平方厘米(cm2)。
3.7微生物指标
根据样品标志,选择进行下述试验:
3.7.1按照GB15979-2002附录B规定的方法进行试验,应符合2.7.1的要求。
3.7.2按GB/T14233.2-2005第3章规定的无菌试验方法进行试验,结果应符合2.7.2的要求。
3.8环氧乙烷残留量试验
按GB/T14233.1-2008中规定的方法进行试验,以第9章规定的极限浸提的气相色谱法为仲裁法,结果应符合2.8的要求。
附注:一次性使用医用口罩产品技术要求涉及的标准目录
GB15979-2002一次性使用卫生用品卫生标准
GB/T14233.1-2008医用输液、输血、注射器具检验方法 第1部分:化学分析方法
GB/T14233.2-2005医用输液、输血、注射器具检验方法 第2部分:生物学试验方法
YY/T0969-2013一次性使用医用口罩
FZ/T64005-2011卫生用薄型非织造布
《中华人民共和国药典》(2015年版 四部)
附件2
医疗器械产品技术要求
医疗器械产品技术要求编号:
医用外科口罩
1 产品型号/规格及其划分说明
1.1组成:医用外科口罩(以下简称:口罩)一般由口罩体、口罩带和鼻夹组成。口罩体至少有三层:内层(纺粘层)、中间层(熔喷层)、外层(纺粘层),鼻夹由可弯折的可塑性材料制成,口罩带通常由涤纶线和少量氨纶线针织而成。
1.2型号/规格划分说明
口罩按佩戴方式可分为绑带式、耳挂式或头带式;也可按企业设计的产品外形及规格尺寸划分,口罩尺寸举例见表1。
表1:口罩尺寸举例 单位:mm
|
尺寸 规格 |
长 L |
宽 h |
||
|
尺寸 |
允差 |
尺寸 |
允差 |
|
|
175*95 |
175 |
± 5% |
95 |
± 5% |
|
155*95 |
155 |
± 5% |
95 |
± 5% |
备注: 尺寸企业可自行设计,允差不超过±5%。
口罩常见类型见图1:
|
图1
2.性能指标
2.1外观
口罩外形应整洁、形状完好,表面不得有破损、污渍。
2.2结构与尺寸
口罩佩戴好后,应能罩住佩戴者的鼻、口至下颌。口罩的尺寸应符合标识的设计尺寸及允差。
2.3口罩带
2.3.1口罩带应佩戴方便。
2.3.2每根口罩带与口罩体连接点处的断裂强力应不小于10N。
2.4鼻夹
2.4.1口罩上应配有鼻夹,鼻夹由可塑性材料制成。
2.4.2鼻夹由可弯折的可塑性材料制成,长度应不小于8.0cm。
2.5过滤效率
2.5.1口罩的细菌过滤效率应不小于95%。
2.5.2口罩对非油性颗粒的过滤效率应不小于30%。
2.6压力差
口罩两侧面进行气体交换的压力差Δp应不大于49Pa。
2.7阻燃性能
口罩应采用不易燃材料,离开火焰后燃烧应不大于5s。
2.8合成血液穿透
2mL合成血液以16.0kPa(120mmHg)压力喷向口罩外侧面后,口罩内侧面不应出现渗透。
2.9微生物指标
2.9.1非无菌口罩应符合表2的要求。
表2: 口罩微生物指标
|
细菌菌落总数 CFU/g |
大肠 菌群 |
绿脓 杆菌 |
金黄色 葡萄球菌 |
溶血性 链球菌 |
真菌 |
|
≤ 100 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
2.9.2经环氧乙烷灭菌的口罩应无菌。
2.10环氧乙烷残留量
经环氧乙烷灭菌的口罩,其环氧乙烷残留量应不超过10μg/g。
3.检验方法
3.1外观
用3个样品进行试验,目视检查,应符合2.1的规定。
3.2结构与尺寸
用3个样品进行试验,实际佩戴,并以通用或专用量具对测量,结果应符合2.2的要求。
3.3口罩带
3.3.1按YY0469-2011中5.4.1的规定对口罩进行试验,结果应符合2.3.1的要求。
3.3.2按YY0469-2011中5.4.2的规定对口罩进行试验,结果应符合2.3.2的要求。
3.4鼻夹
3.4.1按YY0469-2011中5.3.1的规定对口罩进行试验,结果应符合2.4.1的要求。
3.4.2按YY0469-2011中5.3.2的规定对口罩进行试验,结果应符合2.4.2的要求。
3.5过滤效率
3.5.1按YY0469-2011中5.6.1的规定对口罩进行试验,结果应符合2.5.1的要求。
3.5.2按YY0469-2011中5.6.2的规定对口罩进行试验,结果应符合2.5.2的要求。
3.6压力差
按YY0469-2011中5.7的规定对口罩进行试验,结果应符合2.6的要求。
3.7阻燃性能
按YY0469-2011中5.8的规定对口罩进行试验,结果应符合2.7的要求。
3.8合成血液穿透
按YY0469-2011中5.5的规定对口罩进行试验,结果应符合2.8的要求。
3.9非无菌口罩微生物指标
按照GB15979-2002中附录B规定的方法进行试验,应符合2.9.1的要求。
3.10无菌检验
按GB/T14233.2-2005第2章规定的方法进行无菌实验,结果应符合2.9.2的要求。
3.11环氧乙烷残留量
按照GB/T 14233.1-2008标准中规定的气相色谱法进行试验,结果应符合2.10的要求。
附注:医用外科口罩产品技术要求涉及的标准目录
GB 15979-2002 一次性使用卫生用品卫生标准
GB/T 14233.2-2005 医用输液、输血、注射器具检验方法 第2部分:生物试验方法
GB/T 14233.1-2008 医用输液、输血、注射器具检验方法 第1部分:化学分析方法
YY0469-2011 医用外科口罩
FZ/T64005-2011 卫生用薄型非织造布
《中华人民共和国药典》(2015年版 四部)
附件 3
医疗器械产品技术要求
医疗器械产品技术要求编号:
医用防护口罩
1产品型号/规格及其划分说明
1.1组成
医用防护口罩(以下简称:口罩)由口罩体、鼻夹和口罩带经超声波热合而成,口罩体至少有三层:内层(纺粘层)、中间层(熔喷层)、外层(纺粘层),鼻夹由可弯折的可塑性聚丙烯材料制成,口罩带通常由涤纶线和少量氨纶线针织而成。
1.2型号/规格划分说明
口罩按佩戴方式可分为面罩式、拱形、折叠式等;也可按企业设计的产品外形及规格尺寸划分,举例见表1。
表1:医用防护口罩型号规格 单位(厘米)
|
型号 |
外形 |
规格 |
外形尺寸 |
||
|
L |
D |
允差 |
|||
|
XX |
XX 型 |
16.5 × 10.5 |
16.5 |
10.5 |
± 5% |
备注: 尺寸企业可自行设计,允差不超过±5%。
口罩常见型式见图1:

图1 口罩常见型式
2性能指标
2.1口罩基本要求
口罩应覆盖佩戴者的口鼻部,应具有良好的面部密合性。表面不得有破洞、污渍,不应有呼吸阀。
2.2规格尺寸
口罩规格尺寸应符合1.2的要求。
2.3鼻夹
2.3.1口罩上应配有鼻夹。
2.3.2鼻夹应具有可调节性。
2.4口罩带
2.4.1口罩带应调节方便。
2.4.2应有足够强度固定口罩位置。每根口罩带与口罩体连接点处的断裂强力应不小于10N。
2.5过滤效率
在气体流量为85L/min的情况下,口罩对非油性颗粒过滤效率应符合表2的要求。
企业应明确口罩过滤效率等级
表2 过滤效率等级
|
等级 |
过滤效率 % |
|
1 |
≥ 95 |
|
2 |
≥ 99 |
|
3 |
≥ 99.97 |
2.6气流阻力
在气体流量为85L/min的情况下,口罩的吸气阻力不得超过343.2Pa(35mmH2O)。
2.7合成血液穿透
将2mL合成血液以10.7kPa(80mmHg)压力喷向口罩外侧面后,口罩内侧不应出现渗透。
2.8表面抗湿性
口罩外表面沾水等级应不低于GB/T4745-2012中3级的要求。
2.9阻燃性能
口罩所用材料不应为易燃性,续燃时间应不超过5s。
2.10密合性
口罩设计应提供良好的密合性,总适合因数应不低于100。
2.11微生物指标
2.11.1 非无菌口罩微生物指标应符合表3的要求。
表3 口罩微生物指标
|
细菌菌落总数 CFU/g |
大肠 菌群 |
绿脓 杆菌 |
金黄色 葡萄球菌 |
溶血性 链球菌 |
真菌菌落总数 CFU/g |
|
≤ 200 |
不得检出 |
不得检出 |
不得检出 |
不得检出 |
≤ 100 |
2.11.2经环氧乙烷灭菌的口罩,产品经灭菌后应无菌,
2.12其环氧乙烷残留量应不超过10μg/g。
3试验方法
3.1口罩基本要求
取3个口罩,在300Lx-700Lx的照度下目力观察,应符合2.1的要求。
3.2尺寸
通用量具检测,应符合2.2的要求。
3.3鼻夹
按使用说明书规定的使用方法进行调节,应符合2.3的要求。
3.4口罩带
按GB19083-2010中5.3的规定对口罩进行试验,应符合2.4的要求。
3.5过滤效率
按GB19083-2010中5.4的规定对口罩进行试验,应符合2.5的要求。
3.6气流阻力
按GB19083-2010中5.4的规定对口罩进行试验,应符2.6的要求。
3.7合成血液穿透
按GB19083-2010中5.5的规定对口罩进行试验,应符合2.7的要求。
3.8表面抗湿性
按GB/T4745-2012的规定对口罩进行试验,应符合2.8的要求。
3.9阻燃性能
按GB19083-2010中5.9的规定对口罩进行试验,应符合2.9的要求。
3.10密合性
按GB19083-2010中5.11的规定对口罩进行试验,应符合2.10的要求。
3.11微生物指标
3.11.1按GB19083-2010中5.7的规定对口罩进行试验,应符合2.11.1的要求。
3.11.2无菌检验按GB/T14233.2-2005的方法进行无菌实验,结果应符合2.11.2的要求。
3.12环氧乙烷残留量检验
按GB19083-2010中5.8的规定对口罩进行环氧乙烷残留量试验,应符合2.12的要求。
附注: 医用防护口罩产品技术要求涉及的标准目录
GB 15979-2002一次性使用卫生用品卫生标准
GB19083-2010医用防护口罩技术要求
GB/T 14233.2-2005医用输液、输血、注射器具检验方法 第2部分:生物试验方法
GB/T 14233.1-2008医用输液、输血、注射器具检验方法 第1部分:化学分析方法
GB/T4745-2012纺织织物表面抗湿性测定沾水试验
YY/T0691-2008传染性病原体防护装备 医用面罩抗合成血穿透性试验方法
FZ/T 64034-2014纺粘/熔喷/纺粘(SMS)法非织造布

%22/%3E%3C/g%3E%3C/g%3E%3C/svg%3E)


%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 144.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-call%22 opacity=%22.4%22 transform=%22translate(4.800000, 4.800000)%22%3E%3Cmask id=%22mask-2%22 fill=%22%23fff%22%3E%3Cuse xlink:href=%22%23path-1%22/%3E%3C/mask%3E%3Cg id=%22Clip-2%22/%3E%3Cpath d=%22M21.739546 17.5430608C20.882919 16.6863974 18.8257249 15.3985249 17.8117151 14.9147941 16.6345314 14.3495128 16.2032859 14.3611681 15.3699694 14.9614517c-.693453.5012501-1.1421814.9673158-1.9406413.7926322C12.631014 15.5850459 11.057587 14.3903428 9.53067187 12.8692553c-1.52676943-1.5267694-2.71564488-3.10019644-2.8846465-3.89865628-.16903805-.80414178.29720975-1.2470426.7924865-1.9406413C8.03875902 6.1966413 8.05627837 5.76539577 7.48516943 4.58821203 7.0014387 3.56837463 5.7193574 1.51704455 4.85690276.660381138 4.00023935-.196245854 3.80789073-.00972487805 3.33596098.159276748c0 0-.69942635.279726829-1.39287935.740001301C1.08641821 1.47049626.608515122 1.94829008.270621138 2.66505366c-.3322120323.7168-.7168 2.0513665 1.241214962 5.53626016C3.09109073 11.0161015 4.64135285 13.1489821 6.94323512 15.4451824L6.95489041 15.4568377c2.30188227 2.3019187 4.42893529 3.8519987 7.24372289 5.4312898 3.4849301 1.9581242 4.8194602 1.573427 5.5362602 1.2413606C20.4516735 21.7972397 20.9295766 21.3193366 21.5006855 20.456882 21.9610693 19.7634289 22.2407961 19.0641119 22.2407961 19.0641119 22.4098341 18.5920364 22.6020371 18.3996878 21.739546 17.5430608z%22 id=%22Fill-1%22 fill=%22%23000%22 mask=%22url(%23mask-2)%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)
%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-13%22 transform=%22translate(30.000000, 2950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-3%22 transform=%22translate(15.000000, 950.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-27%22 transform=%22translate(40.000000, 215.000000)%22%3E%3Cg id=%22%E7%BC%96%E7%BB%84-10%22 transform=%22translate(0.000000, 206.000000)%22%3E%3Crect id=%22%E7%9F%A9%E5%BD%A2%22 fill=%22%23d8d8d8%22 opacity=%22.01%22 x=%220%22 y=%220%22 width=%2232%22 height=%2232%22/%3E%3Cg id=%22ios-mail%22 opacity=%22.4%22 transform=%22translate(4.800000, 8.000000)%22 fill=%22%23000%22%3E%3Cpath d=%22M22.2035796 1.96720174 16.4132132 8.05344902C16.3701285 8.09790889 16.3701285 8.16447722 16.4132132 8.20893709l4.0521802 4.45365731c.274484099999999.2832104.274484099999999.738603.0 1.0216746C20.3308589 13.8230976 20.1478583 13.8953579 19.9703736 13.8953579 19.7927207 13.8953579 19.6097201 13.8230976 19.4751856 13.684269L15.4391495 9.24730586C15.3961994 9.20298482 15.3261742 9.20298482 15.2830559 9.24730586L14.298364 10.2802603c-.8233514.8607722-1.9158054 1.3382733-3.0889129 1.3438265C10.0201994 11.6296399 8.89004204 11.1132321 8.05592793 10.2413536L7.10877117 9.24730586C7.06568649 9.20298482 6.9957958 9.20298482 6.95271111 9.24730586L2.91667508 13.684269c-.13453454.1388286-.31743424.2110889-.49505346.2110889-.17761922.0-.36051892-.0722602999999999-.49505345-.2110889C1.65211772 13.4011974 1.65211772 12.9458048 1.92656817 12.6625944L5.97878198 8.20893709c.03756877-.044459869999999.03756877-.1110282.0-.155488069999999L.183000601 1.96720174C.112975375 1.89494143.0 1.94498915.0 2.04491106V14.2230629C0 15.2004165.774885285 16.0000347 1.72200841 16.0000347H20.6644372C21.611594 16.0000347 22.3866138 15.2004165 22.3866138 14.2230629V2.04491106C22.3866138 1.94498915 22.2680889 1.90052928 22.2035796 1.96720174z%22 id=%22Fill-1%22/%3E%3Cpath d=%22M11.1933069 10.1747852C11.9897177 10.1747852 12.7376961 9.85266811 13.2973598 9.264L21.7407135.395626898C21.4448721.15132321 21.0788372.00694143167 20.6752336.00694143167H1.71662703c-.40360361.0-.774885288.14438177833-1.065513516.38868546633L9.09446727 9.264C9.64878318 9.84711497 10.3968625 10.1747852 11.1933069 10.1747852z%22 id=%22Fill-2%22/%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/g%3E%3C/svg%3E)